Сварочный инвертор бармалей. Как своими руками сделать сварочный инвертор? Как сделать самому сварочный инвертор
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.

Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.

Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
 Электросхема сварочного инвертора
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.

Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
1. Немного теории и основные требования к сварочному аппарату.
В связи с тем, что данное пособие не является технологической картой, то я не привожу ни разводку печатных
плат, ни конструкцию радиаторов, ни порядок размещения деталей в корпусе, ни конструкцию самого корпуса!
Всё это не имеет значения и никак не влияет на работу аппарата! Важно только, что на транзисторах (на
всех вместе, а не на одном) моста выделяется около 50 ватт, и на силовых диодах тоже около 100 ватт, итого
около 150 ватт! Как Вы распорядитесь этим теплом меня мало волнует, хоть в стакан с дистилированной водой
их опустите (шутка:-))), главное не разогревайте их выше 120 градусов С. Ну вот с конструкцией разобрались,
теперь немного теории и можно приступать к настройке.
Что такое сварочный аппарат - это мощный блок питания способный работать в режиме
образования и продолжительного горения дугового разряда на выходе! Это достаточно тяжёлый режим и не всякий
блок питания может в нём работать! При касании концом электрода свариваемого металла происходит короткое
замыкание сварочной цепи, это самый критический режим работы блока питания (БП), так как для разогрева,
расплавления и испарения холодного электрода требуется энергии гораздо больше, чем для простого горения
дуги, т.е. БП, должен иметь запас по мощности достаточный для стабильного поджига дуги, при использовании
электрода максимально допустимого для данного аппарата диаметра! В нашем случае это 4мм. Электрод типа
АНО-21 диаметром 3мм стабильно горит при токах 110-130 ампер, но если для БП это максимальный ток, то
дугу зажечь будет весьма проблематично! Для стабильного и легкого зажигания дуги необходимо ещё 50-60
ампер, это в нашем случае 180-190 ампер! И хотя режим поджига кратковременный, его должен выдерживать
БП. Идём дальше, дуга загорелась, но по законам физики вольт-амперная характеристика (ВАХ) электрической
дуги в воздухе, при атмосферном давлении, при сварке покрытым электродом имеет падающий вид, т.е. Чем
больше ток в дуге, тем меньше на ней напряжение, и только при токах больше 80А напряжение дуги стабилизируется,
и остается постоянным при увеличении тока! Исходя из этого можно сообразить, что для лёгкого поджига и
устойчивого горения дуги ВАХ БП должна дважды пересекаться с ВАХ дуги! В противном случае дуга будет не
устойчивой со всеми вытекающими последствиями, как то непровар, пористый шёв, прожёги! Теперь можно кратко
сформулировать требования к БП;
а) учитывая КПД (около 80-85%) мощность БП должна быть не менее 5 кВт;
б) должен иметь плавную регулировку выходного тока;
в) на малых токах легко зажигать дугу, иметь систему горячего поджига;
г) иметь защиту от перегрузки при залипании электрода;
д) выходное напряжение на хх не ниже 45В;
е) полная гальваническая развязка от сети 220В;
ж) падающая вольт-амперная характеристика.
Вот собственно и всё! Всем этим требованиям отвечает разработанный мной аппарат,
технические характеристики и электрическая схема которого приведены ниже.
2. Технические характеристики самодельного сварочного аппарата
Напряжение питающей сети 220 + 5% В
Сварочный ток 30 - 160 А
Номинальная мощность в дуге 3,5 кВА
Напряжение холостого хода при 15 витках в первичной обмотке 62 В
ПВ (5 мин.),% При мах токе 30 %
ПВ при токе 100А 100 % (приведенный ПВ относится только к моему аппарату, и полностью
зависит от охлаждения, чем мощнее будет вентилятор, тем больше ПВ) Максимальный потребляемый
ток от сети (измерен по постоянке) 18 А
КПД 90%
Вес вместе с кабелями 5 кг
Диаметр электрода 0,8 - 4 мм
Сварочный аппарат предназначен для ручной дуговой сварки и сварки в защитном газе на постоянном
токе. Высокое качество выполнения сварных швов обеспечивается дополнительными функциями, выполняемыми
в автоматическом режиме: при РДС
- Горячий старт: с момента зажигания дуги в течение 0,3 секунд сварочный ток максимальный
- Стабилизация горения дуги: в момент отрыва капли от электрода сварочный ток автоматически
увеличивается;
- При коротком замыкании и залипании электрода автоматически включается защита от
перегрузки, после отрыва электрода все параметры востанавливаются через 1с.
- При перегреве инвертора сварочный ток плавно уменьшается до 30А, и остаётся таким
до полного охлаждения, затем автоматически возвращается на установленное значение.
Полная гальваническая развязка обеспечивает 100% защиту сварщика от поражения электрическим
током.
3. Принципиальная схема резонансного сварочного инвертора
Силовой блок, блок раскачки, блок защиты.
Др.1 - резонансный дроссель, 12 витков на 2хШ16х20, провод ПЭТВ-2, диаметр 2,24,
зазор 0,6мм, L=88mkH Др.2 - выходной дроссель, 6,5 витков на 2хШ16х20, провод ПЭВ2, 4x2,24, зазор Змм,
L=10mkH Тр. 1 - силовой трансформатор, первичная обмотка 14-15 витков ПЭТВ-2, диаметром 2,24, вторичная
4х(3+3) тем же проводом, 2хШ20Х28, 2000НМ, L=3,5mH Тр.2 - токовый трансформатор, 40 витков на феритовом
колечке К20х12х6,2000НМ, провод МГТФ - 0,3. Тр.З - задающий трансформатор, 6x35 витков на феритовом колечке
К28х16х9,2000НМ, провод МГТФ - 0,3. Тр.4 - понижающий трансформатор 220-15-1 . T1-T4 на радиаторе, силовые
диоды на радиаторе, входной мост на 35А, на радиаторе. * Все времязадающие конденсаторы плёночные с минимальным
TKE! 0,25хЗ,2кВ набираются из Юштук 0,1x1,6кВ типа К73-16В последовательно-параллельно. При подключении
Тр.З обратить внимание на фазы, транзисторы T1-T4 работают по диагонали! Выходные диоды 150EBU04 , RC-
цепочки параллельно диодам обязательны! При таких моточных данных диоды работают с перегрузкой, лучше
их ставить по два параллельно, центральный один марки 70CRU04.
4. Выбор силовых транзисторов
Силовые транзисторы - это сердце любого сварочного аппарата!
От правильного выбора
силовых транзисторов зависит надёжность работы всего аппарата. Техни -ческий прогресс не стоит на месте,
на рынке появляется множество новых полупроводниковых приборов, и разобраться в этом разнообразии довольно
сложно. Поэтому в этой главе я постараюсь кратко изложить основные принципы выбора силовых ключей, при
построении мощного резонансного инвертора. Первое, с чего нужно начинать, это приблизительное определение
мощности буду -щего преобразователя. Я не буду давать отвлечённых расчётов, и сразу перейду к нашему сварочному
инвертору. Если мы хотим получить в дуге 160 ампер при напряжении 24 вольта, то перемножив эти величины
мы получим полезную мощность которую наш инвертор обязан отдать и при этом не сгореть. 24 вольта это среднее
напряжение горения электрической дуги длинной 6 - 7 мм, в действи -тельности длинна дуги всё время меняется,
и соответственно меняется напряже -ние на ней, меняется также и ток. Но для нашего расчёта это не очень
важно! Так вот перемножив эти величины получаем 3840 Вт, ориентировочно прикинув КПД преобразователя 85%,
можно получить мощность которую должны перекачивать через себя транзисторы, это примерно 4517 Вт. Зная
общую мощность можно подсчитать ток, который должны будут коммутировать эти транзисторы. Если мы делаем
аппарат для работы от сети 220 вольт, то просто разделив общую мощность на напряжение сети, можно получить
ток, который аппарат будет потреблять от сети. Это приблизительно 20 ампер! Мне присылают много писем
с вопросами, можно ли сделать сварочный аппарат, чтобы он мог работать от 12 вольтового автомобильного
аккумулятора? Я думаю эти простые расчёты помогут всем любителям их задавать. Я предвижу вопрос, почему
я разделил общую мощность на 220 вольт, а не на 310, которые получаются после выпрямления и фильтрации
сетевого напряжения, всё очень просто, для того, чтобы при токе величиной 20 ампер поддерживать 310 вольт,
нам понадобится ёмкость фильтра величиной 20000 микрофарад! А мы ставим не более 1000 мкФ. С величиной
тока вроде разобрались, но это не должен быть максимальный ток выбранных нами транзисторов! Сейчас в справочных
данных многих фирм приво -дится два параметра максимального тока, первый при 20 градусах Цельсия, а второй
при 100! Так вот при больших токах протекающих через транзистор, на нём выделяется тепло, но скорость
его отвода радиатором не достаточно высока и кристалл может нагреться до критической температуры, а чем
сильнее он будет нагреваться, тем меньше будет его максимально допустимый ток, и в конечном итоге это
может привести к разрушению силового ключа. Обычно такое разрушение выглядит как маленький взрыв, в отличии
от пробоя по напряже -нию, когда транзистор просто тихо сгорает. Отсюда делаем вывод, для рабочего тока
величиной 20 ампер необходимо выбирать такие транзисторы у которых рабочий ток будет не ниже 20 ампер
при 100 градусах Цельсия! Это сразу сужает район наших поисков до нескольких десятков силовых транзисторов.
Естественно определившись с током нельзя забывать и о рабочем напряжении, в мостовой
схеме на транзисторах напряжение не превышает напряжение питания, или проще говоря не может быть больше
310 вольт, при питании от сети 220 вольт. Исходя из этого выбираем транзисторы с допустимым напряжением
не ниже 400 вольт. Многие могут сказать, что мы поставим сразу на 1200, это мол будет надёжнее, но это
не совсем так, транзисторы одного вида, но на разные напряжения могут очень сильно отличаться! Приведу
пример: IGBT транзисторы фирмы IR типа IRG4PC50UD - 600В - 55А, а такие же транзисторы на 1200 вольт IRG4PH50UD
- 1200В - 45А, и это ещё не все отличия, при равных токах на этих транзисторах различное падение напряжения,
на первом 1,65В, а на втором 2,75В! А при токах в 20 ампер это лишние ватты потерь, мало того, это мощность
которая выделяется в виде тепла, её необходимо отвести, значит нужно увеличивать радиатор почти в два
раза! А это дополнительный не только вес, но и объём! И всё это необходимо помнить при выборе силовых
транзисторов, но и это ещё только первый прикид! Следующий этап, это подбор транзисторов по рабочей частоте,
в нашем случае параметры транзисторов должны сохраняться как минимум до частоты 100 кГц! Есть один маленький
секрет, не все фирмы дают параметры граничной частоты для работы в резонансном режиме, обычно только для
силового переключения, а это частоты, как минимум в 4 - 5 раз ниже, чем граничная частота при использовании
этого же самого транзистора в резонансном режиме. Это немного расширяет район наших поисков, но и с такими
параметрами имеется несколько десятков транзисторов разных фирм. Самые доступные из них, и по цене и по
наличию в продаже это транзисторы фирмы IR. В основном это IGBT но есть и хорошие полевые транзисторы
с допустимым напряжением 500 вольт, они хорошо работают в подобных схемах, но не очень удобны в крепеже,
нет отверстия в корпусе. Я не буду рассматривать параметры включения и выключе -ния этих транзисторов,
хотя это тоже очень важные параметры, коротко скажу, что для нормальной работы IGBT транзисторов необходима
пауза между закрытием и открытием, чтобы завершились все процессы внутри транзистора, не менее 1,2 микросекунды!
Для MOSFET транзисторов, это время не может быть менее 0,5 микросекунды! Вот собственно все требования
к транзисторам, и если все они будут выполнены, то Вы получите надёжный сварочный аппарат! Исходя из всего
выше изложенного - лучший выбор это транзисторы фирмы IR типа IRG4PC50UD, IRG4PH50UD
, полевые транзисторы
IRFPS37N50A, IRFPS40N50, IRFPS43N50K
. Эти транзисторы были опробованы и показали свою надёжность и долговечность
при работе в резонансном сварочном инверторе. Для маломощных преобразователей, мощность которых не превышает
2,5 кВт можно смело использовать IRFP460
.
ПОПУЛЯРНЫЕ ТРАНЗИСТОРЫ ДЛЯ ИМПУЛЬСНЫХ ИСТОЧНИКОВ ПИТАНИЯ |
|||||||
НАИМЕН-НИЕ |
НАПРЯЖЕНИЕ |
СОПРОТ-НИЕ |
МОЩНОСТЬ |
ЕМКОСТЬ |
Qg |
||
СЕТЕВЫЕ (220 V) |
|||||||
17...23nC (ST ) |
|
||||||
38...50nC (ST ) |
|||||||
35...40nC (ST ) |
|||||||
39...50nC (ST ) |
|||||||
46nC (ST ) |
|||||||
50...70nC (ST ) |
|||||||
75nC (ST ) |
|||||||
84nC (ST ) |
|||||||
65nC (ST ) |
|||||||
46nC (ST ) |
|
||||||
50...70nC (ST ) |
|||||||
75nC (ST ) |
|||||||
65nC (ST ) |
|||||||
| STP20NM60FP | 54nC (ST ) |
||||||
|
|||||||
150nC (IR) |
|||||||
150...200nC (IN) |
|||||||
252...320nC (IN) |
|||||||
87...117nC (ST ) |
|||||||


5. Описание работы и методика настройки узлов сварочного аппарата.
Переходим к электрической схеме. Задающий генератор собран на микросхеме UC3825, это один из лучших двухтактных драйверов, в нём есть всё, защита по току, по напряжению, по входу, по выходу. При нормальной работе его практически нельзя сжечь! Как видно из схемы ЗГ это классический двухтактный преобразователь, трансформатор которого управляет выходным каскадом.
Настраивается задающий генератор сварочного аппарата так: подаём питание и частотозадающим резистором вгоняем в диапазон 20-85кГц, нагружаем выходную обмотку трансформатора Тр3 резистором 56 Ом и смотрим форму сигнала, она должна быть такой как на рис.1

Рис.1
Мёртвое время или ступенька для IGBT транзисторов должно быть не менее 1,2мкс, если
применяются MOSFET транзисторы, то ступенька может быть меньше, примерно 0,5мкс. Собственно ступеньку
формирует частотозадающая емкость драйвера, и при деталях указанных на схеме, это около 2мкс. На этом
пока настройку ЗГ завершаем
Выходной каскад БП - полный резонансный мост, собранный на IGBT транзисторах типа
IRG4PC50UD, эти транзисторы в резонансном режиме могут работать до 200кГц. В нашем случае, управление
выходным током осуществляется изменением частоты ЗГ от 35кГц (максимальный ток) до 60кГц (минимальный
ток), и хотя резонансный мост сложнее в изготовлении, и требует более тщательной настройки,
все эти трудности с лихвой окупаются надёжной работой, высоким КПД
, отсутствием динамических потерь
на транзисторах, транзисторы переключаются в нуле тока, что позволяет применять минимальные радиаторы
для охлаждения, ещё одно замечательное свойство резонансной схемы - это самоограничение мощности. Объясняется
этот эффект просто, чем больше мы нагружаем выходной трансформатор, а он является активным элементом резонансной
цепочки, тем сильнее меняется частота резонанса этой цепочки, и если процесс увеличения нагрузки происходит
при постоянной частоте, возникает эффект автоматического ограничения тока протекающего через нагрузку
и естественно через весь мост!
Именно поэтому так важно настраивать аппарат под нагрузкой, то есть чтобы получить
максимальную мощность в дуге с параметрами 150А и 22-24В, необходимо подключить к выходу аппарата эквивалентную
нагрузку, это 0,14 - 0,16 Ом, и подбирая частоту настроить резонанс, именно на этой нагрузке аппарат
будет иметь максимальную мощность и максимальный КПД, и тогда даже при режиме короткого замыкания (КЗ),
несмотря на то, что во внешней цепи будет протекать ток превышающий резонансный, напряжение упадёт практически
до нуля, сответственно и мощность уменьшится, и транзисторы не войдут в режим перегрузки! И ещё, резонансная
схема работает в синусоиде и наростание тока происходит тоже по синусоидальному закону, тоесть dl/dt не
превышает допустимых режимов для транзисторов, и не требуются снабберы (RC цепочки) для защиты транзисторов
от динамических перегрузок, или что более понятно от слишком крутых фронтов, их просто не будет вообще!
Как видим вроде всё красиво и кажется, что схема защиты от перегрузки по току не нужна вообще, или нужна
только в процессе настройки, не обольщайтесь, ведь регулировка тока осуществляется изменением частоты,
и есть маленький участок на АЧХ, когда при КЗ возникает резонанс, в этом месте ток через транзисторы может
превысить допустимый ток для них, и транзисторы естественно сгорят. И хотя специально попасть именно в
этот режим достаточно сложно, но по закону подлости вполне возможно! Вот в этот момент и понадобится защита
по току!
Вольт - амперная характеристика резонансного моста сразу имеет падающий вид, и естественно
нет необходимости искуственно её формировать! Хотя при необходи -мости угол наклона ВАХ легко регулируется
резонансным дросселем. И ещё одно свойство, не рассказать о котором я не могу, и узнав о нем Вы навсегда
забудете схемы с силовым переключением, которые в изобилии имеются в интернете, это чудесное свойство
- возможность работы нескольких резонансных схем на одну нагрузку с максимальным КПД! Практически это
дает возможность создавать сварочные (или любые другие) инверторы неограниченной мощности! Можно создавать
блочные конструкции, где каждый блок будет иметь возможность самостоятельной работы, это повысит надежность
всей конструкции и даст возможность легко заменять блоки при выходе их из строя, а можно одним драйвером
запустить несколько силовых блоков и они все будут работать синфазно. Так сварочный аппарат, построенный
мной по такому принципу, легко отдаёт в дугу 300 ампер, при весе без корпуса 5 кГ! И это только двойной
набор, наращивать же мощность можно безгранично!
Это было легкое отклонение от основной темы, но я надеюсь оно дало возможность понять
и оценить все прелести схемы полного резонансного моста. Теперь вернёмся к настройке!
Настраивается так: подключаем ЗГ к мосту, учитывая фазы (транзисторы работают по
диагонали), подаём питание 12-25В, во вторичную обмотку силового трансформатора Тр1 включаем лампочку
на100Вт 12-24В, изменяя частоту ЗГ добиваемся наиболее яркого свечения лампочки, в нашем случае это 30-35кГц,
это частота резонанса, далее я попы -таюсь подробно рассказать о том, как работает полный резонансный
мост.
Транзисторы в резонансном мосте (как и в линейном) работают по диагонали, это выглядит
так, одновременно открыты левый верхний Т4 и правый нижний Т2, в это время правый верхний Т3 и левый ниж
-ний Т1 закрыты. Или наоборот! В работе резонансного моста можно выделить четыре фазы. Рассмотрим, что
и как происходит если частота переключения транзисторов совпадает с резонансной часто -той цепочки Др.1-
Срез.- Тр.1. Допустим в первой фазе открываются транзисторы Т3, Т1, время нахождения их в открытом состоянии
задаётся драйвером ЗГ, и при резонансной частоте 33кГц, составляет 14 мкс. В это время ток протекает через
Срез. - Др.1 - Тр.1. Ток в этой цепи сначала возрастает от нуля до масимального значения, а затем, по
мере зарядки конденсатора Срез. , уменьшается до нуля. Включенный последовательно с конденсатором резонансный
дроссель Др.1 формирует синусоидальные фронты. Если последовательно с резо -нансной цепочкой включить
резистор, и к нему подключить осцилло -граф можно увидеть форму тока, напоминающую полупериод синусо -иды.
Во второй фазе, длящейся 2 мкс, затворы транзисторов Т1, Т3 соеденены с землёй, через резистор 56 Ом и
обмотку импульсного трансформатора Тр.3, это так называемое "мёртвое время". За это время емкости
затворов транзисторов Т1, Т3 полностью разряжают -ся, и транзисторы закрываются. Как видно из выше сказанного,
мо -мент перехода из открытого состояния в закрытое, у тразисторов совпадает с нулём тока, ведь конденсатор
Срез. уже зарядился и ток через него уже не течёт. Наступает третья фаза - открываются транзис -торы Т2,Т4.
Время нахождения их в открытом состоянии 14 мкс, за это время конденсатор Срез., полностью перезаряжается,
образуя второй полуперид синусоиды. Напряжение до которого перезаряжается Срез., зависит от сопротивления
нагрузки во вторичной обмотке Тр.1, и чем сопротивление нагрузки меньше, тем больше напряжение на Срез.
При нагрузке 0,15 Ом, напряжение на резонансном конденсаторе может достигать значения 3кВ. Четвёртая фаза
начинается, как и вторая, в тот момент, когда коллекторный ток транзисторов Т2,Т4 уменьшается до нуля.
Эта фаза также длится 2 мкс. Транзисторы закрываются. Далее всё повторяется. Вторая и четвёртая фазы работы,
необходимы для того, чтобы транзисторы в плечах моста успели закрыться до того, как откроется следующая
пара, если время второй и четвертой фаз, будет меньше времени необходимого для полного закрытия выбранных
тран -зисторов, возникнет импульс сквозного тока, практически КЗ по высоко -му напряжению, при этом последствия
легко предсказуемы, обычно выгорает полностью плечо (верхний и нижний транзисторы), плюс сило -вой мостик,
плюс пробки у соседа! :-))). Для транзисторов, применённых в моей схеме, "мертвое время" должно
быть не менее 1,2 мкс, но учиты -вая разброс параметров, я сознательно увеличил его до 2 мкс.
Следует помнить ещё одну весьма важную вещь, все элементы резонансного моста оказывают
влияние на частоту резонанса и при замене любого из них, будь то конденсатор, дроссель, трансформатор
или транзисторы, для получения максимального КПД, необходимо заново настроить резонансную частоту! На
схеме я привёл величины индуктивностей, но это не значит, что поставив дроссель или трасформатор другой
конструкции, имеющий такую индуктивность, Вы полу -чите обещанные параметры. Лучше сделать, как я рекомендую.
Будет дешевле!
Как работает резонансный мост, в общих чертах, вроде стало понятно, теперь разберемся
какую, и достаточно важную функцию выполняет резонансный дрос -сель Др.1
Если при первой регулировке резонанс окажется намного ниже чем 30 кГц, не пугайтесь!
Просто ферритовый сердечник Др1., немного другой, это легко корректируется увеличением немагнитного зазора,
ниже подробно описан процесс настройки и нюансы конструкции резонансного дросселя Др.1.
Самым важным элементом резонансной схемы является
резонансный дроссель
Др.1, от качества
его изготовления зависит мощность отдаваемая инвертором в нагрузку и частота резонанса всего преобразователя!
В процес -се предварительной настройки закрепите дроссель так, чтобы его можно было снять и разобрать,
для увеличения или уменьшения зазора. Всё дело в том, что ферритовые сердечники применённые мной всегда
разные, и каждый раз приходится подстраивать дроссель изменением толщины немагнитного зазора! В моей практике,
чтобы получить идентичные выходные параметры, приходилось менять зазоры от 0,2 до 0,8мм! Начинать лучше
с 0,1мм, нахо -дить резорнанс и одновременно замерять выходную мощность, если резо -нансная частота ниже
20кГц, и выходной ток при этом не превышает 50-70А, то можно смело увеличивать зазор в 2- 2,5 раза! Все
регулировки в дросселе производить только изменением толщины немагнитного зазора! Число витков не менять!
В качестве прокладок применять только бумагу или картон, никогда не применять синтетические плёнки, они
ведут себя не предсказуемо, могут расплавиться или вообще сгореть! При параметрах указанных на схеме индуктивность
дросселя должна быть примерно 88-90мкГ, это при зазоре 0,6 мм, 12 витках провода ПЭТВ2 диаметром 2,24мм.
Ещё раз повторюсь, вгонять параметры можно только изменяя толщину зазора! Оптимальная частота резонанса
для ферритов с проницаемостью 2000НМ лежит в диапазоне 30-35 кГц, но это не значит, что они не будут работать
ниже или выше, просто потери будут немного другие. Сердечник дросселя нельзя стягивать металлической скобой,
в районе зазора металл скобы будет сильно нагреваться!
Дальше - резонансный конденсатор, не менее важная деталь! В первых конструкциях я
ставил К73 -16В, но их надо минимум 10 штук, и конструкция получается достаточно громоздкая, хотя довольно
надёжная. Сейчас появились импортные конденсаторы фирмы WIMA MKP10, 0,22x1000V
- это специальные конденсаторы
для больших токов, работают очень надёжно, я их ставлю всего 4 штуки, места практически не занимают и
не греются вообще! Можно применить конденсаторы типа К78-2 0,15х1000В, их понадобится 6 штук. Соединяются
в два блока по три параллельно, получается 0,225х2000В. Работают нормально, почти не греются. Либо использовать конденсаторы, предназначенные для работы в индукционных плитах, типа MKP из Китая .
Ну вот вроде разобрались, можно переходить к дальнейшей настройке.
Меняем лампу на более мощную и на напряжение 110В, и всё повторяем сначала, постепенно
поднимая напряжение до 220 вольт. Если всё работает, отключаем лампу, подключаем силовые диоды и дроссель
Др.2. К выходу аппарата подключаем реостат сопротивлением 1Ом х 1кВт и всё повторяем сначала измеряя напряжение
на нагрузке подгоняем частоту к резонансу, в этот момент на реостате будет максимальное напряжение, при
изменение частоты в любую сторону, напряжение уменьшается! Если всё правильно собрано то максимальное
напряжение на нагрузке будет около 40В. Сответственно ток в нагрузке около 40А. Не трудно посчитать мощность
40х40, получаем 1600Вт, далее уменьшая сопротивление нагрузки, частотозадающим резистором подстраиваем
резонанс, мах ток можно получить только на резонансной частоте, для этого подключаем вольтметр параллельно
нагрузке и изменяя частоту ЗГ находим мах напряжения. Расчёт резонансных цепей подробно описан в (6).
В этот момент можно посмотреть форму напряжения на резонансном конденсаторе, должна быть правильная синусоида
амплитудой до 1000 вольт. При уменьшении сопротивления нагрузки (увеличении мощности), амплитуда увеличивается
до 3кВ, но форма напряжения должна оставаться синусоидальной! Это важно, если возникает треугольник, это
значит, что пробита ёмкость или замкнула обмотка резонансного дросселя, и то и другое не желательно! При
номиналах указанных на схеме резонанс будет около 30-35кгц (сильно зависит от проницаемости феррита).
Ещё одна важная деталь, для получения максимального тока в дуге, нужно настраивать
резонанс при максимальной нагрузке, в нашем случае, для получения тока в дуге 150А, нагрузка при настройке
должна быть 0,14ом! (Это важно!). Напряжение на нагрузке, при настройке мах тока должно быть 22 -24В,
это нормальное напряжение горения дуги! Соответственно мощность в дуге будет 150х24=3600Вт, этого достаточно
для нормольного горения электрода диаметром 3-3,6мм. Сварить можно практически любую железку, я сваривал
рельсы!
Регулировка выходного тока осуществляется изменением частоты ЗГ.
При повышении частоты происходит следующее, во первых: изменяется отношение длительности
импульса к паузе (ступеньке); во вторых: преобразователь выходит из резонанса; и дроссель из резонансного
превращается в дроссель рассеяния, то есть его сопротивление напрямую становится зависимым от частоты,
чем больше частота - тем больше индуктивное сопротивление дросселя. Естественно всё это приводит к уменьшению
тока через выходной трансформатор, в нашем случае изменение частоты с 30кГц до 57 кГц, вызывает изменение
тока в дуге от 160А до 25А,т.е. в 6 раз! Если частоту менять автоматически то можно управлять током дуги
в процессе сварки, на этом принципе реализован режим "горячий старт", его суть в том, что при
любых значениях сварочного тока, первые 0,3с ток будет максимальный! Это даёт возможность легко зажигать
и поддерживать дугу на малых токах. Режим тепловой защиты также организован на автоматическом увеличении
частоты при достижении критической температуры, что естественно вызывает плавное уменьшение сварочного
тока до минимального значения без резкого выключения! Это важно, так как не образуется кратер, как от
резкого прерывания дуги!
Но в общем то без этих примочек можно и обойтись, всё работает достаточно устойчиво,
и если работать без фанатизма то аппарат не нагревается более 45 градусов С, и дуга при любых режимах
зажигается легко.
Далее рассмотрим схему защиты от перегрузки по току, как было сказано выше она нужна
только в момент настройки и в момент совпадения режима КЗ с резонансом, если в этом режиме залипнет электрод!
Как видно она собрана на 561ЛА7, схема представляет собой своеобразную линию задержки, задержка на включение
4мкс, на выключение 20мс, задержка на включение необходима для зажигания дуги в любом режиме, даже когда
режим КЗ совпадает с резонансом!
Схема защиты настроена на мах ток в первичной цепи, около 30А, во время настройки
лучше уменьшить ток защиты до 10-15А, для этого в схеме защиты вместо резистора 6к поставить 15к. Если
всё работает попытаться зажечь дугу на какой -нибудь скрепке.
Ниже я попытаюсь объяснить почему приведенная схема защиты не эффектив -на в момент
штатной работы, дело в том, что максимальный ток протекающий в первичной обмотке силового трансформатора
полностью зависит только от конструкции резонансного дросселя, точнее от зазора в магнитном сердечнике
этого дросселя, и чтобы мы не делали во вторичной обмотке, ток в первичной не может превысить максимальный
ток резонансной цепочки! Отсюда вывод -защита настроенная на максимальный ток в первичной обмотке силового
тр-ра может сработать только в момент резонананса, но зачем она нам в этот момент нужна? Только чтобы
не перегрузить транзисторы в момент, когда режим КЗ совпадает с резонансом, и естественно на тот случай,
если допустить, что сгорит одновременно резононсная цепочка и силовой трансформатор, то конечно такая
защита необходима, собственно для этого я её и включил в схему с самого начала, когда проводил эксперименты
с разными транзисторами и различными конструкциями дросселей, трансформаторов, конденсаторов. И зная пытливый
ум наших людей, которые не поверят тому, что написано, и будут мотать свои тр - ры, дроссели, ставить
все подряд конденсаторы, я её оставил, думаю не напрасно! :-))) Есть ещё один важный нюанс, как бы Вы
не настраивали защиту, условие одно, на 9 ножку микросхемы Uc3825, не должно приходить плавно возрастающее
напряжение, только быстрый фронт от 0,до +3(5)В, понимание этого, мне стоило нескольких силовых транзисторов!
И ещё один совет:
- начинать настройку лучше, если в резонансном дросселе не будет зазора, это сразу
ограничит ток КЗ в выходной обмотке на уровне 40 - 60А, а потом постепенно увеличивать зазор и соответственно
выходной ток! Не забывая каждый раз подстраивать резонанс, с увеличением зазора он будет уходить в сторону
увеличения частоты!
Ниже приведены схемы температурной защиты рис.2, горячего старта и стабилизатора
горения дуги рис.3, хотя в последних разработках я их не ставлю и в качестве термозащиты приклеиваю на
диоды и в обмотку силового трансформатора термовыключатели на 80°-100°С, соединяю их все последовательно,
и выключаю дополнительным релле высокое напряжение, просто и надёжно! А дуга, при 62В на XX, зажигается
достаточно легко и мягко, но включение схемы "горячего старта" позволяет избежать режима КЗ
- резонанс! О нём говорилось выше.

Рис.2

Рис.3

Изменение наклона ВАХ от частоты, экспериментально полученные кривые при зазоре в резонансном дросселе 0,5 мм. При изменении зазора в ту или другую сторону, соответственно меняется крутизна всех кривых. При увеличении зазора ВАХ становятся более пологими, дуга более жесткой! Как видно из полученных графиков, увеличивая зазор, можно получить достаточно жёсткую ВАХ. И хотя начальный участок будет иметь вид крутопадающий, БП с такой ВАХ уже можно использовать с полуавтоматом С02, если уменьшить вторичную обмотку до 2+2 витков.
6. Новые разработки и описание их работы.
Здесь приведены схемы моих последних разработок и комментарии к ним.
На рис.5 приведенна схема сварочного инвертора с изменённой схемой блока защиты,
в качестве датчика тока применён датчик Холла типа Ss495, этот датчик имеет линейную зависимость выходного
напряжения от силы магнитного поля, и вставленный в распиленное кольцо из пермаллоя, позволяет измерять
токи до 100 ампер. Через кольцо пропускается провод, цепь которого нуждается в защите, и при достижении
предельно допустимого тока в этой цепи, схема даст команду на отключение. В моей схеме при достижении
максимально допустимого тока, в защищаемой цепи, блокируется задающий генератор. Я пропускал через кольцо
плюсовой провод высокого напряжения (+310В) тем самым ограничивая ток всего моста на уровне 20 - 25А.
Для того, чтобы дуга зажигалась легко и схема защиты не давала ложных отключений, после датчика Холла
введена RC цепочка, изменяя параметры которой можно установить задержку на выклю -чение силового блока.
Вот собственно и все изменения, как видно силовую часть я практически не изменял, она оказалась весьма
надёжной, уменьшил только входную ёмкость с 1000 до 470мкф, но это уже предел, меньше ставить не стоит.
А без этой ёмкости вообще не рекомендую включать устройство, возникают высоковольтные выбросы и может
выгореть входной мостик, со всеми вытека -ющими последствиями! Параллельно среднему диоду рекомендую поставить
трансил 1,5КЕ250СА, в параллельных диодам RC цепочках, увеличить мощность резисторов до 5 Вт. Изменена
система запуска, теперь она же является защитой от длительного режима КЗ, при залипании электрода, конденсатор
включенный параллельно релле, задаёт задержку на отключение. Если на выходе стоит по одному силовому диоду
150EBU04 в плече, то я рекомендую не ставить больше 50mF, и хотя задержка будет всего несколько десятков
милисекунд, этого вполне достаточно для поджига дуги и диоды не успевают сгореть! При включении двух диодов
параллельно, можно увеличить емкость до 470mF, соответственно задержка увеличится до нескольких секунд!
Работает система запуска так, при подключении к сети переменного тока, RC цепочка, состоящая из конденсатора
ёмкостью 4mF и резистора сопротивлением 4-6 Ом, ограничивает входной ток на уровне 0,3А, основная ёмкость
470гг^х350у, медленно заряжается и естественно выходное напряжение повышается, как только на выходе напряжение
достигает примерно 40В, срабатывает запускающее релле, замыкая своими контактами RC цепочку, после этого
напряжение на выходе поднимается до 62В. Но любое релле обладает интересным свойством, срабатывает при
одном токе, а отпускает якорь при другом токе. Обычно это соотношение 5/1, чтобы было понятней, если релле
включилось при токе 5mA, то отключится при токе 1mA. Сопротивление включённое последовательно с релле,
подобрано так, что включение происходит при 40В, а отключение при 10В. Так как цепочка релле - резистор,
включена параллельно дуге, а как мы знаем дуга горит в диапазоне 18 - 28В, то и релле находится во включенном
состоянии, если на выходе возникает КЗ (залипание электрода), то напряжение резко падает до 3-5В, учитывая
падение на кабелях и электроде. При таком напряжении релле не может больше удерживаться во включенном
состоянии и размыкает силовую цепь, включается RC - цепочка, но пока сохраняется режим КЗ в выходной цепи
силовое релле будет разомкнуто. После устранения режима КЗ, напряжение на выходе начинает повышаться,
срабатывает силовое релле и аппарат снова готов к работе, весь это процесс занимает 1-2 секунды, и практически
не заметен, и оторвав электрод, можно сразу приступать к новым попыткам зажечь дугу. :-))) Обычно дуга
плохо зажига -ется, если неправильно выбран ток, сырые или некачественные электроды, обсыпалась обмазка.
И вообще следует помнить, что сварка на постоянном токе, если напряжение ХХ не превышает 65В требует идеально
сухих электродов! Обычно на упаковке электродов пишут напряжение ХХ для сварки на постоянном токе при
котором должен стабильно гореть электрод! Для АНО21 напряжение ХХ должно быть больше 50 Вольт! Но это
для прокаленных электродов! А если они хранились годами в сыром подвале, то естественно гореть будут плохо,
и лучше если напряжение ХХ будет выше. При 14 витках в первичной обмотке, напряжение ХХ около 66В. При
таком напряжении большинство электродов горит нормально.
Ещё для уменьшения веса, вместо трансформатора на 15В, применён преобразователь
на микросхеме IR53HD420, это очень надёжная микросхема, и на ней легко создать блок питания мощностью
до 50Вт. Трансформатор в БП намотан в чашке Б22 - 2000НМ, первичная обмотка 60 витков, провод ПЭВ-2, диаметром
0,3мм, вторичная 7+7 витков, проводом диаметром 0,7мм. Частота преобразования 100 -120кГц, рекомендую
ставить в качестве частотозадающего резистора подстроечник, чтобы в случае возникновения биений с силовым
блоком иметь возможность изменить частоту! Возникновение биений - смерть аппарата!

Конструкция дросселя Др.1 и др.2
Прокладки из картона, 3 шт. Для Др.1 0,1 - 0,8 мм (подбирается при настройке) для
Др.2 - 3 мм.
Сердечник 2хШ16х20 2000НМ
Каркас катушки склеивается из тонкого стеклотекстолита, одевается на деревянную оправку,
и мотается необходимое количество витков. Др.1 - 12 витков, провод ПЭТВ-2, диаметр 2,24 мм, мотается с
воздушным междувитковым зазором, толщина зазора 0,3 - 0,5 мм. Можно использовать толстую, хлопчатобумажную
нитку, аккуратно укладывая её между витками провода, смотри рисунок. Др.2 - 6,5 витков мотается в четыре
провода, марка ПЭТВ -2, диаметр 2,24 мм, общее сечение 16 кв. , мотается вплотную, в два слоя. Витки
необходимо скрепить, можно эпоксидной смолой.

Рис.6 конструкция резонансного и выходного дросселя.


На Рис.7 показана конструкция силового блока, такой себе "слоёный пирог", это для ленивых:-)))

Рис.8

Рис.9

Рис.10

Рис.11
Рис.8 - 11 разводка блока управления, для тех кому вообще всё в лом:-))). Хотя разобраться, что и куда ведёт, необходимо!

Схема горячего старта

Рис.12 Схема мягкого поджига
Рис.12 система мягкого поджига, очень эффективна при работе на малых токах. Не зажечь дугу практически не возможно, просто ставишь электрод на металл, и постепенно начинаешь отводить, возникает малоамперная дуга, она не может приварить электрод, не хватает мощности, но горит и тянется отлично, зажигается как спичка, очень красиво! Ну а когда загорелась эта дуга, парал -лельно подключается силовая, если вдруг электрод залип, то мгновенно отключается силовой ток, остаётся только ток поджига. И пока не загорится дуга, силовой ток не включается! Советую поставить, дуга будет при любых условиях, силовой блок не перегружается и всегда работает в оптимальном режиме, токи КЗ практически исключаются!

Рис.13
Блок управления силовой дугой показан на Рис.13. Работает так - меряет напряжение на выходном резисторе системы поджига, и даёт сигнал на запуск силового блока только в диапазоне напряжений 55 - 25V, то есть только в тот момент когда горит дуга!
Контакты релле Р работают на замыкание, и включаются в разрыв высоковольтной цепи
силового блока. Релле 12VDC, 300VDC x 30A.
Релле с такими параметрами найти довольно сложно, но можно пойти другим путём:-))
включить релле на размыкание, один контакт подключить к +12V, а второй через резистор сопротивлением 1кОм,
подлключить к 9 ножке микросхемы Uc3825 в блоке ЗГ. Работает не хуже! Или применить схему приведенную
ниже на Рис.15,
Схема абсолютно автономная, но при несложной доработке, её можно использовать одновременно как блок питания (12V) для схемы управления, мощность этого преобразователя не более 200Вт. На транзисторы и диоды необходимо поставить радиаторы. Выходные ёмкости и выходной дроссель в силовом блоке, при подключении "МП", вообще исключить. На Рис.14 показана полная схема сварочного инвертора с системой мягкого поджига.

точка подключения показана красным пунктиром на Рис.14

Рис.16. Рабочая схема одного из вариантов мягкого поджога
7. Заключение
В заключении хочу коротко отметить главные моменты о которых нужно помнить при конструировании
мощного резонансного сварочного инвертора:
а) полностью исключить ШИМ, для этого необходимо стабилизированное напряжение питания
задающего генератора, никаких изменяющихся напряжений на входы усилителя "ошибки"(1,3), минимальное
время "плавного запуска" задаётся ёмкостью на (8), блокировку микросхемы (9) производить только
резким перепадом напряжения, лучше всего логическим из 0 в +5В с крутым фронтом наростания, включение
таким же логическим спадом от +5В в 0;
б) в затворах силовых транзисторов обязательно ставить двуханодные стабилитроны типа
КС213;
в) управляющий трансформатор размещать в непосредственной близости от силовых транзисторов,
провода идущие к затворам скручивать парами;
г) при разводке платы силового моста, помнить, что по дорожкам будут протекать значительные
токи (до 25А), поэтому шину (-) и шину (+), а также шины подключения резонансной цепи, необходимо сделать
как можно шире, а медь залудить;
д) все силовые цепи должны иметь надёжные соединения, лучше всего их пропаять, плохой
контакт, при токах больше 100А, может привести к расплавлению и возгоранию внутренних частей аппарата;
е) провод подключения к сети должен иметь достаточное сечение 1,5 - 2,5 мм кв;
ж) на входе обязательно ставить предохранитель на 25А, можно поставить автомат;
з) все высоковольтные цепи должны быть надёжно изолированны от корпуса и выхода;
и) резонансный дроссель не стягивать металлической скобой, и не накрывать сплошным
металлическим кожухом;
к) необходимо помнить, что на силовых элементах схемы выделяется значительное количество тепла, это необходимо учитывать при размеще -нии деталей
в корпусе, необходимо предусмотреть систему вентиляции;
л) параллельно выходным силовым диодам обязательно ставить защитные RC - цепочки,
они защищают выходные диоды от пробоя по напряжению;
м) никогда не ставить в качестве резонансного конденсатора всякий мусор, это может
привести к весьма плачевным результатам, только те типы которые обозначены на схеме, это К73-16В (0,1х1600В)
или WIMA MKP10 (0,22х1000В), К78-2 (0,15х1000В) включив их последовательно -параллельно.
Строгое соблюдение всех выше перечисленных пунктов обеспечит 100% успех и Вашу безопасность.
Необходимо всегда помнить - силовая электроника не прощает ошибок!
8. Принципиальные схемы и описание работы, инвертора с дросселем рассеяния.
Один из способов создания падающей вольт - амперной характеристики у сварочного аппарата, это применение дросселя рассеяния. По такой схеме построен аппарат "Форсаж". Это, что то среднее между обыкновенным мостом, ток в котором управляется ШИМом, и резонансным, управляемым изменением частоты.
Я постараюсь осветить все плюсы и минусы такого построения сварочного инвер тора.
Начнём с плюсов: а) регулировка тока - частотная, при повышении частоты ток уменьшается. Это даёт возможность
регулировки тока в автоматическом режи -ме, легко строится система "горячего старта".
б) падающая ВАХ формируется дросселем рассеяния, такое построение более надёжное,
чем параметрическая стабилизация при ШИМ, и более быстрая, нет задержки на включение активных элементов.
Простота и надёжность! Пожалуй это все плюсы. :-(^^^Л
Теперь о минусах, их тоже не много:
а) транзисторы работают в линейном режиме переключения;
б) для защиты транзисторов требуются снабберы;
в) узкий диапазон регулировки тока;
г) низкие частоты преобразования, обусловлены параметрами силового переключения транзисторов;
но они довольно существенны, и требуют своих методов их компенсации. Разберём работу
инвертора построенного по такому принципу см. Рис. 17 Как видим его схема практически не отличается от
схемы резонансного инвертора, изменены только параметры LC цепочки в диагонали моста, введены снабберы
для защиты транзисторов, уменьшены сопротивления резисторов включенных параллельно затворным обмоткам
задающего трансформатора, увеличена мощность этого трансформатора.
Рассмотрим LC цепочку включенную последовательно с силовым трансформатором, емкость
конденсатора С, увеличена до 22 мкР, сейчас он работает как симметрирую -щий конденсатор, не дающий намагнититься
сердечнику. От параметров дросселя L полностью зависит ток КЗ преобразователя, диапазон регулировки мощности,
часто -та преобразования инвертора. При частотах преобразования аппарата "Форсаж 125," а это
10 - 50 кГц, индуктивность дросселя составляет 70 мкГ, на частоте 10 кГц сопротивление такого дросселя
4,4 Ом, следовательно ток КЗ, через первичную цепь, будет 50 ампер! Но не более! :-) Для транзисторов
это конечно многовато, поэтому в "Форсаже" применена двухступенчатая защита от перегрузки по
току, ограничивающая ток КЗ на уровне 20-25 ампер. ВАХ такого преобразователя представляет собой круто
падающую прямую, линейно зависящую от выходного тока.
При увеличении частоты, реактивное сопротивление дросселя возростает, следова -тельно
происходит ограничение тока протекающего через первичную обмотку выходного трансформатора, выходной ток
линейно уменьшается. Недостатком такой системы регулировки тока, является то, что форма тока с увеличением
частоты становится похожа на треугольник, а это увеличивает динамические потери, и на транзисторах выделяется
лишнее тепло, но учитывая то, что общая мощность понижается, и ток через транзисторы тоже понижается,
этими величинами можно принебречь.
Практически, самым существенным недостатком, схемы инвертора с дросселем рассеяния,
является работа транзисторов в режиме линейного (силового) переклю -чения тока. Такое переключение, предъявляет
повышенные требования к драйверу управляющему этими транзисторами. Лучше всего применять драйверы на микро
-схемах фирмы IR, которые непосредственно предназначены для управления верхними и нижними ключами мостового
преобразователя. Они выдают чёткие импульсы в затворы управляемых транзисторов, и в отличие от трансформаторной
системы управления, не требуют много мощности. Но трансформаторная система образует гальваническую развязку,
и в случае выхода из строя силовых транзисторов, схема управления сохраняет свою работоспособность! Это
неоспоримое преи -мущество не только с экономической стороны построения сварочного инвертора, но и со
стороны простоты и надёжности. На Рис.18 Приведена схема БУ инвертора с драйверами, а на Рис.17 , с управлением
через импульсный трансформатор. Выходной ток регулируется изменением частоты от 10кГц (Imax) до 50кГц(1т1п).
Если поставить более высокочастотные транзисторы, то диапазон регулировок тока можно немного расширить.
При построении инвертора такого типа, необходимо учитывать точно такие же условия,
как и при построении резонансного преобразователя, плюс все особенности построения преобразователя работающего
в режиме линейного перключения. Это: жёсткая стабилизация напряжения питания задающего блока, режим возникновения
ШИМ - недопустим! И все остальные особенности перечисленные в п.7 на стр.31. Если вместо управляющего
трансформатора применяются драйверы на микросхе -мах, всегда помнить, что минус низковольтного питания
будет соединён с сетью, и принять дополнительные меры безопасности!
Блок управления на IR2110

Рис.18
9. Конструктивные и схемные решения предложенные и опробованные
моими друзьями и последователями.
1. Силовой трансформатор намотан на одном сердечнике типа Ш20х28 2500НМС, первичная
обмотка 15 витков, провод ПЭТВ-2, диаметр - 2,24мм. Вторичная 3+3 витка провод 2,24 в четыре провода,
общее сечение 15,7мм кв.
Работает хорошо, обмотки практически не греются даже на больших токах, спокойно отдаёт
в дугу более 160А! Но греется сам сердечник, примерно до 95 градусов, нужно ставить в обдув. Но зато выигрывается
вес (0,5кГ) и освобождается объём!
2. Вторичная обмотка силового трансформатора мотается медной лентой 38х0,5мм, сердечник
2Ш20х28, первичная обмотка 14 витков, провода ПЭВ-2, диаметром 2,12.
Работает замечательно, напряжение ХХ около 66В, греется до 60 градусов.
3. Выходной дроссель намотан на одном Ш20х28, 7 витков многожильного медного провода,
сечением от 10 до 20мм кв, на работе никак не сказывается. Зазор 1,5 мм, индуктивность 12мкГ.
4. Резонансный дроссель - намотан на одном Ш20х28, 2000НМ, 11 витков, провод ПЭТВ2,
диаметром 2,24. Зазор 0,5мм. Частота резонанса 37кГц.
Работает хорошо.
5. Вместо Uc3825, применена 1156ЕУ2.
Работает отлично.
6. Входная ёмкость варьировалась от 470мкФ до 2000мкФ. Если не меняется зазор
в резонансном дросселе, то с увеличением ёмкости входного конденсатора, пропор -ционально
растёт мощность, отдаваемая в дугу.
7. Была полностью исключена защита по току. Аппарат работает уже почти год и сгорать
не собирается.
Это усовершенствование упростило схему до полного бестыдства. Но применение защиты
от длительного КЗ и системы "горячий старт"+ "антипригар" практически полностью исключают
возникновение перегрузки по току.
8. Выходные транзисторы поставлены на один радиатор через силиконо-керамические прокладки,
типа "НОМАКОН".
Работают отлично.
9. Вместо 150EBU04 ставились по два параллельно 85EPF06. Работает отлично.
10. Изменена система регулировки тока, преобразователь работает на резонансной частоте,
а регулировка выходного тока осуществляется изменением длительности управляющих импульсов.
Проверил, работает отлично! Ток регулируется практически от 0 и до мах! Схема аппарата
с такой регулировкой представлена на рис.21.

Тр.1 - силовой трансформатор 2Ш20х28, первичка - 17 витков, ХХ=56В Д1-Д2 - HER208
Д3,Д5 - 150EBU04
Д6-Д9 - КД2997А
Р - запускающее релле, 24В, 30А - 250VAC
Др.3 - мотается на ферритовом колечке К28х16х9, 13-15 витков
монтажного провода сечением 0,75мм кв. Индуктивность не менее
200мкН.
Схема представленная на Рис.19 удваивает выходное напряжение. Удвоенное напряжение
подаётся параллельно дуге. Такое включение облегчает поджиг на всех режимах работы, повышает стабильность
дуги (дуга легко тянется до 2 см), улучшает качество сварного шва, можно варить электродами большого диаметра
на малых токах, при этом не перегревая свариваемую деталь. Позволяет легко дозировать количество наплавляемого
металла, при отводе электрода дуга не гаснет, но ток резко уменьшается. При повышенном напряжении легко
зажигаются и горят электроды всех марок. При сварке тонкими электродами (1,0 - 2,5 мм) на малых токах
достигается идеальное качество сварного шва, даже у "чайников". Мне удавалось четвёркой приварить
лист толщиной 0,8мм к уголку толщиной 5мм (52х52). Напряжение ХХ без удвоения было 56В, с удвоителем 110В.
Ток удвоителя ограничивается конденса -торами 0,22х630В типа К78-2, на уровне 4 - 5 Ампер в режиме дуги,
и до 10А при КЗ. Как видим пришлось добавить ещё два диода для запускающего релле, при таком включении
оно также является защитой от режима длительного КЗ, как и в схеме на Рис.5. Выходной дроссель Др.2 оказался
не нужен, а это 0,5кГ! Дуга горит устойчиво! Оригинальность данной схемы заключается в том, что фаза удвоенного
напряжения повёрнута на 180 градусов относительно силового, поэтому высокое напряжение после разряда выходных
конденсаторов не блокирует силовые диоды, а заполняет удвоенным напряжением промежутки между импульсами.
Именно этот эффект повышает стабильность дуги и улучшает качество шва!
Похожие схемы ставят итальянцы в промышленные переносные инверторы.
На Рис.20 показана схема сварочного инвертора с самой совершенной конфигурацией. Простота и надёжность, минимум деталей, ниже приведены его технические характеристики.
1. Напряжение питания 210 -- 240 В
2. Ток в дуге 20 - 200 А
3. Ток потребляемый от сети 8 - 22 А
4. Напряжение XX 110 В
5. Вес без корпуса менее 2.5 кг
Как видим, схема на Рис.20 не сильно отличается от схемы на Рис.5. Но это полностью
законченная схема, она практически не нуждается в дополнительных системах поджига и стабилизации горения
дуги. Применение удвоителя выходного напряжения позволило исключить выходной дроссель, увеличить выходной
ток до 200А и на порядок улучшить качество сварных швов на всех режимах работы, от 20А до 200А. Дуга зажигается
очень легко и приятно, устойчиво горят электроды почти всех типов. При сварке нержавеющих сталей, качество
шва сделанного электродом, не уступает сварному шву сделанному в аргоне!
Все моточные данные аналогичны предыдущим конструкциям, только в силовом трансформаторе
можно мотать первичную обмотку 17-18 витков, проводом 2,0-2,12 ПЭТВ-2 или ПЭВ-2. Сейчас нет смысла повышать
выходное напряжение трансфор -матора, для отличной работы достаточно 50-55В, всё остальное сделает удвоитель.
Резонансный дроссель точно такой конструкции, как в предыдущих схемах, только имеет увеличенный немагнитный
зазор (подбирается экспериментально, ориентировочно 0,6 - 0,8мм).
Уважаемые читатели, вашему вниманию предложено несколько схем, но фактически это одна и таже силовая установка с различными дополнениями и усовершенствованиями. Все схемы были многократно испытаны и показали высокую надёжность, неприхотливость и отличные результаты при работе в различных климатических условиях. Для изготовления сварочного аппарата Вы можете взять любую из приведенных схем, воспользоваться предложенными изменениями и создать аппарат полностью удовлетворяющий Ваши требования. Практически ничего не меняя, только увеличивая или уменьшая зазор в резонансном дросселе, увеличивая или уменьшая радиаторы на выходных диодах и транзисторах, увеличивая или уменьшая мощность охладителя, Вы можете получить целую серию сварочных аппаратов, с максимальным выходным током от 100А до 250А и ПВ=100%. ПВ зависит только от системы охлаждения, и чем мощнее применяемые вентиляторы и больше площадь радиаторов, тем дольше сможет работать Ваш аппарат в непрерывном режиме при максимальном токе! Но увеличение радиаторов влечёт за собой увеличение размеров и веса всей конструкции, поэтому прежде чем приступить к изготовлению сварочного аппа -рата всегда нужно сесть и подумать для каких целей он Вам будет нужен! Как показала практика, ничего супер сложного в конструировании сварочного инвертора с использованием резонансного моста нет. Именно применение для этой цели резонансной схемы, позволяет на 100% избежать проблем связан -ных с монтажем силовых цепей, а при изготовлении силового прибора в до -машних условиях эти проблемы возникают всегда! Резонансная схема решает их автоматически, сохраняя и продляя жизнь силовым транзисторам и диодам!
10. Сварочный аппарат с фазовой регулировкой выходного тока
Схема представленная на Рис.21 наиболее привлекательна с моей точки зрения. Испытания показали высокую
надёжность такого преобразователя. В этой схеме полностью использованы преимущества резонансного преобразователя,
так как частота не меняется, выключение силовых ключей происходит всегда в нуле тока, а это важный момент
с точки зрения управляемости ключей. Регулировка тока осуществляется изменением длительности импульсов
управления. Такое схемное решение позволяет изменять выходной ток практичес -ки от 0 и до максимального
значения (200А). Шкала регулировки полностью линей -ная! Изменение длительности управляющих импульсов
достигается путём подачи изменяющегося напряжения в диапазоне 3-4В на 8 ножку микросхемы Uc3825. Изменение
напряжения на этой ножке с 4В до 3В даёт плавное изменение длительности цикла от 50% до 0%! Регулировка
тока таким способом, позволяет избе -жать такого неприятного явления, как совпадение резонанса с режимом
КЗ, возмож -ного при частотном регулировавнии. Следовательно исключается ещё один возмож -ный режим перегрузки!
Как следствие, можно вообще убрать схему защиты по току, единожды настроив максимальный выходной ток зазором
в резонансном дросселе. Настраивается аппарат точно так, как и все предыдущие модели. Единственное, что
необходимо сделать, это перед началом настройки выставить максимальную дли -тельность цикла, установив
на 8 ножке напряжение 4В, если этого не сделать, то резонанс будет смещён, и на максимальной мощности
точка переключения ключей может не совпадать с нулём тока. При больших отклонениях, это может привести
к динамической перегрузке силовых транзисторов, их перегреву и выходу из строя. Применение удвоителя напряжения
на выходе даёт возможность уменьшить нагрузку на сердечник, увеличив количество витков первичной обмотки
до 20. Выходное напряжение ХХ при этом получается 46,5В, соответственно после удвои -теля 93В, что отвечает
всем нормам безопасности для инверторных сварочных источников! Понижение выходного напряжения силового
блока позволяет использовать более низковольтные (более дешёвые) выходные диоды. Можно смело ставить 150EBU02
или BYV255V200. Ниже приведены моточные данные моего сварочного инвертора последней модели.
Тр.1 Провод ПЭВ-2, диаметр 1,81мм, количество витков -20. Вторичная обмотка 3+3,
16мм кв, мотается в 4 провода диаметром 2,24. Конструкция аналогична предыдущим. Сердечник Е65, №87 фирмы
ЭПКОС. Наш приблизительный аналог 20х28, 2200НМС. Сердечник один!
Др.1 10 витков, ПЭТВ-2 диаметром 2,24мм. Сердечник 20х28 2000НМ. Зазор 0,6-0,8мм.
Индуктивность 66мкГ для мах тока в дуге 180-200А. Др.3 12 витков монтажного провода, сечение 1мм кв, кольцо
28х16х9, без зазора, 2000НМ1
При таких параметрах, резонансная частота около 35кГц. Как видно из схемы -защиты
по току нет, выходного дросселя нет, выходных конденсаторов нет. Силовой трансформатор и резонансный дроссель
намотаны на одиночных сердечниках типа Ш20х28. Всё это позволило уменьшить вес и высвободить объём внутри
корпуса, и как следствие облегчить температурный режим всего аппарата, и спокойно поднять ток в дуге до
200А!
Список полезной литературы.
1. "Радио" №9, 1990г.
2. " Микросхемы для импульсных источников питания и их применение", 2001г.
Издательство "ДОДЕКА".
3. " Силовая электроника", Б.Ю. Семёнов, Москва 2001г.
4. " Силовые полупроводниковые ключи", П.А. Воронин, "ДОДЕКА"
2001г.
5. Каталог п/п приборов фирмы NTE.
5. Справочные материалы фирмы IR.
6. ТОЭ, Л.Р.Нейман и П.Л.Калантаров, Часть 2.
7. Сварка и резка металлов. Д.Л.Глизманенко.
8. "Микросхемы для линейных источников питания и их применение", 2001г.
Издательство "ДОДЕКА".
9. "Теория и расчёт трансформаторов ИВЭ". Хныков А.В. Москва 2004г.
Самодельный сварочный инвертор рядом с компьютерным блком питания:

Страница подготовлена по мотивам книги "Сварочный инвертор - это просто" В.Ю.Негуляев
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.


Список радиоэлементов



Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.

Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.

После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
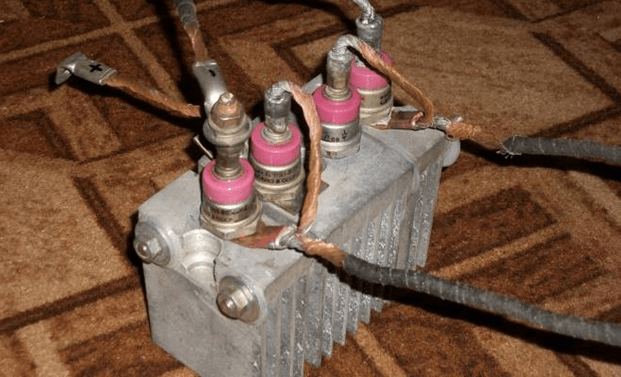
Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.

В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.

Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм 2 . Однако оптимальным сечением будет провод 2,5 мм 2 .
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.

Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
Сегодня широко востребованным аппаратом для сварки является сварочный инвертор. Его достоинствами является функциональность и производительность. Изготовить мини сварочный аппарат своими руками можно без особых денежных вложений (потратившись только на расходные материалы), если есть понимание, как устроена и работает электроника. Сегодня хорошие инверторы стоят дорого, а дешевые могут разочаровать плохим качеством сварки. Прежде, чем сконструировать такой инструмент самостоятельно, необходимо скрупулезно изучить схему.
Первый этап сборки — намотка трансформатора
Для намотки трансформатора подойдет медная жесть шириной 4см и толщиной 0,3 мм. Медный провод может работать при высоком нагреве. В качестве термопрослойки можно взять бумагу для кассового аппарата. Можно взять бумагу для ксерокса, но она менее прочная и может порваться при намотке.
Лучшим изолятором считается лакоткань. Всегда желателен хотя бы один ее слой для изоляции. В обмотки можно заложить текстолитовые пластины для электробезопасности прибора. Чем лучше изоляция между обмотками, тем выше напряжение. Длина бумажных полосок должна быть такой, чтобы перекрыть периметр обмотки с запасом в конце на 2-3 см.
Использовать толстый провод для намотки нельзя, поскольку инвертор работает на высокочастотных токах. Сердцевина толстого провода будет не задействована, что может привести к перегреву трансформатора. Он не проработает и 5 минут.
Чтобы избежать такого «скин»-эффекта, нужно использовать проводник с большей площадью и минимальной толщиной. Такая поверхность хорошо проводит ток и не перегревается.
При повторной обмотке желательно использовать 3 медные полоски, которые нужно отделить друг от друга пластинкой из фторопласта. Все снова нужно обмотать лентой для кассового аппарата в качестве термической прослойки. У данной бумаги есть недостаток – при нагревании она темнеет. Но при всем этом, она не рвется.
Вместо медной жести, можно применить провод ПЭВ до 0.7мм. Он состоит из множества жил, что является его главным преимуществом. Однако этот способ обмотки хуже медного, так как такие провода имеют большие воздушные просеки и плохо стыкуются друг с другом. Уменьшается общая площадь сечения и замедляется теплообмен. При работе с ПЭВ конструкция самодельного сварочного аппарата своими руками может иметь 4 обмотки:
- первичная, состоящая из ста витков (толщина ПЭВ 0,3мм);
- три вторичные обмотки: первая включает 15 витков, вторая –15, третья –20.
Трансформатор и весь механизм должны быть оборудованы вентилятором. Подойдет кулер от системного блока силой тока 220 вольт 0.15А или более.
Схема сварочного инвертора своими руками: особенности конструирования
Необходимо для начала подумать о вентиляции механизма инвертора, которая защитит систему от перегревания. Для этого хорошо воспользоваться радиаторами от системных блоков Pentium 4 и Athlon 64. Сегодня их можно приобрести достаточно дешево.
После обмотки трансформатора его присоединяют к основе аппарата для сварки. Для этого потребуется несколько скоб, которые можно изготовить из проволоки (медь диаметром не меньше 3 мм).
Для изготовления плат понадобится фольгированный текстолит (около 1мм толщины). В каждой из плат нужно сделать маленькие прорези. Они будут способствовать снижению нагрузки на диодные выводы. Их необходимо прикрепить навстречу выводам транзисторов. В качестве прослойки между радиаторами и выводами поставить плату, которая будет соединять механизм моста с вереницами питания. Каждый шаг сборки устройства можно сверять по примерной схеме самодельного сварочного инвертора:
На плату обязательно нужно припаять конденсаторы. Их может быть около 14. Благодаря им трансформаторные выбросы будут уходить в цепь питания.
Для ликвидации резонансных выбросов тока от трансформатора, необходимо вмонтировать снабберы, в которых будут содержаться конденсаторы С15, С16. Нужно использовать исключительно высококачественные проверенные устройства, поскольку функция снабберов очень значительная в инверторе – они уменьшают резонансные выбросы трансформатора и сокращают утраты IGBT при отключении. Лучшими являются модели СВВ-81, К78-2. Вся мощность переносится на снаббер, уменьшая выделение тепла в несколько раз.
 В случае, когда в процессе пайки необходимо проконтролировать и отрегулировать температуру или другие параметры, возникает потребность не в простом паяльнике, а более сложном инструменте. Для этого совсем не обязательно идти в магазин, можно собрать паяльную станцию своими руками в домашних условиях.
В случае, когда в процессе пайки необходимо проконтролировать и отрегулировать температуру или другие параметры, возникает потребность не в простом паяльнике, а более сложном инструменте. Для этого совсем не обязательно идти в магазин, можно собрать паяльную станцию своими руками в домашних условиях.
Как изготовить самостоятельно основной инструмент паяльной станции — паяльник, можно научиться здесь.
Все составляющие прибора нужно установить на основание. Для его производства подойдет пластина гетинакса толщиной ½ см. По центру пластины вырезать круглое отверстие для вентилятора, который нужно будет оградить решеткой.
Между проводами обязательно должно присутствовать воздушное пространство.
На фронтальную часть основы нужно вывести светодиоды, ручки резистора и тумблера, кабельные зажимы. Весь этот механизм нужно сверху оборудовать «кожухом», для изготовления которого подойдут винипласт или текстолит (не менее 4 мм толщины). На крепление для электрода монтируется кнопка, которую вместе с подключенным кабелем нужно хорошо изолировать.
 Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ . одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.
Сборка самодельного сварочного инвертора своими руками на видео
Сварочный инвертор своими руками: схемы и инструкция по сборке
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.

Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.
![]()
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».

Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.

Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.

Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).

Собранная электронная часть инвертора
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.

Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.

Пример компоновки передней панели инвертора
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.

Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.

Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Сварочный инвертор своими руками – экономим на покупке дорогостоящего оборудования
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором.
Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают сварочный инвертор своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Любой инвертор. даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса.
Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования).
Предлагаем к рассмотрению варианты, как сделать сварочный своими руками.
Резонансный инвертор в фабричном корпусе
В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее.
От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести.
Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек.
Подробный рассказ как сделать сварочный инвертор своими руками — видео
Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры.
Важно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам.
Задаем для себя параметры будущего сварочного аппарата:
- Ток нагрузки на выходе: 5 – 120А
- Напряжение холостого хода 90В
- Продолжительность нагрузки для электродов 2 мм – 100%, для электродов 3 мм – 80%. (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
- Потребляемый ток на входе: не более 10А
- Масса без силовых проводов 2 кг
- Регулятор тока
- Вольтамперная характеристика – падающая. Поэтому можно работать в режиме полуавтомата с СО2.
Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная:
Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Она используется в блоках питания компьютерных бесперебойников. Можно извлечь деталь из сгоревшего UPS.
Особенность инвертора – крайне низкая потребляемая мощность (по меркам сварочника, разумеется) – не более 2,5 Вт. Это позволяет использовать его не только в гараже, но и в квартире с входным автоматом 16А.
Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе. Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ.
Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.
До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH. Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка.
Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
Трансформаторы тока подключены во вторичной обмотке. Это конструктивная особенность схемы – в первичной обмотке максимальный ток возможен лишь во время образования резонанса.
Защита инвертора
Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
На микросхеме SG3524, вход shutdown прерывается в трех случаях:
- Срабатывание термодатчика
- Блокировка транзисторной схемой при коротком замыкании
- Отключение тумблером.
Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства.
В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах.
Итог:
Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
Пошаговая сборка инверторной сварки
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.

Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.

Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.

Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:

Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения

Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.

Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
(1 оценок, среднее: 5,00 из 5)
Схема простого сварочного инвертора
Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями — не стоит браться за такую сложную схему.
Схема инвертора для сварочных работ

Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочными апаратами на 160 ампер! Так, как сам студент и денег не так уж много то выбрал схему с хорошей повторяемостью и немногим числом деталей!
Силовые конденсаторы взял на роботе, там же взял пару вентиляторов от кулеров, они хорошо подходят так как скоростные и обеспечивают хороший поток воздуха, один вентилятор взял большой, но не такой скоростной, он стоит на выдуве тёплого воздуха.

Микросхема задающего генератора UC3842, также можна использовать UC3843. UC3845, для розкачки силового транзистора использовал комплементарную пару КТ972-КТ973, силовой ключик irg4pf50w один спалил, но ничего, на радиорынке их много 🙂

Силовые дорожки усилил медной проволокой. Процес намотки трансформатора не сфотографировал, скажу лиш что первичка — 32 витка проводом 1.5 мм, вторичка — петля от кинескопа, как раз хорошо подошла! О трансформаторах на ферритовых кольцах читайте тут.

Апаратик получится небольшой, в общем как раз то, что нужно для дачных работ. Результатом весьма доволен. С уважением, Колонщик.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход - сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
 Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение
и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение
и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
 В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатор а в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор - диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата - сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.

После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:

Схема оборудования
 Основная часть - задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Основная часть - задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать н а сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.

Схема 1 - Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки - 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков - 0,2 мм; 20 витков - 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.

Рисунок 1 - Структурная схема инверторного сварочного аппарата
Пояснение к схеме:

Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.

Схема 2 - Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам . После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.

Схема 3 - Силовая часть инвертора
Инверторный блок и охлаждение
 Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:

Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:


Схема 4 - Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:

Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.