Изготовление дамасской стали. Процесс изготовление ножей из дамасской стали Ковка дамасской стали в домашних условиях
Существует множество мнений о дамасской стали. Кто-то уверяет, что её рецепт утерян. И, когда говоришь что это дамасская сталь, – смотрят с улыбкой и уходят. Другие вообще мало, что об этом слышали, и задают нелепые вопросы «Чем это нарисовано?» либо «Почему клинок не полированный?».
Конечно, справедливости ради, нужно заметить, что из года в год несведущих людей (особенно в городе Москве) становится всё меньше и меньше. Стоит человеку один раз поработать ножом из качественного дамаска, как он никогда не будет приобретать нож из какой-либо другой стали.
По режущим свойствам качественная дамасская сталь превосходит сталь других марок (будь то 65Х13, 440С, 95Х18) в несколько раз. Единственный её недостаток – то, что она ржавеет. Поэтому за ней нужен постоянный уход. Поработал ножом – насухо вытер, смазал нейтральным маслом либо жиром и убрал. Если вдруг на стали появились ржавые пятна, удалять их нужно очень мелкой наждачной бумагой с маслом или лучше керосином. В принципе, уход за таким ножом – не больше, чем за ружьем с не хромированными каналами стволов. Все хлопоты компенсируются отменными режущими свойствами (которые не идут в сравнение с любой нержавеющей сталью: как отечественной, так и импортной).Разберем, в чем же секрет режущих свойств дамасской стали. Во-первых, в технологии изготовления. Дамаск изготовляется следующим образом. Он получается в результате длительного технологического процесса, выполняемого только вручную. За основу берется несколько видов сталей (как твердых, так и мягких), которые собираются в определенной последовательности для формирования пакета (Марки стали мы не называем, т.к. секрет хорошей дамасской стали заключается именно в правильной подборке и пропорциях различных металлов). Обязательное условие – то, что твердых сталей берут больше, чем мягких. Стальной пакет закладывается в горн и прогревается до температуры ковки. После этого наносятся специальные добавки, предотвращающие образование окислов, мешающих пластинам разного вида свариваться между собой. Далее пакет несколько раз пробивают молотом и отправляют в горн для прогрева под сварку.Как только пакет прогреется, он осаживается под молотом, затем снова отправляется в горн и прогревается для последующей оттяжки. Когда пластина сварена и сформирована по размеру, она вновь прогревается и рубится на необходимое количество пластин, которые зачищаются от окисла и собираются в пакет. Весь процесс повторяется сначала. Количество повторов процесса пропорционально качеству изделия, соответственно заказа. После процесса сварки, а их может быть от трех до десяти, пластина расковывается до необходимого размера клинка. Затем делается нормализация стали и заготовка идет в дальнейшую работу. Сталь, полученная таким способом, отличается повышенной прочностью, отличными режущими свойствами и красотой. Дамаск ООО «Русский булат» имеет от 400 слоев металла и более. В результате процесса проявляется уникальный узор, неповторимый, как отпечатки пальцев.
Иногда на выставках приходится слышать, что купленный нож из дамасской стали быстро затупился. Ответ прост. Либо человек купил «дамасскаж» (т.е. протравленная особым способом нержавеющая сталь 65Х13, 95Х18), либо он приобрел дамаск, сваренный из мягких металлов. Такой металл сварить гораздо легче и быстрее. Визуально отличить его от качественного дамаска практически невозможно. Мягкий дамаск раньше применяли для изготовления ружей, т.к. для этих целей требовалась вязкость и не нужны режущие свойства металла. Нож из мягкого дамаска (каким бы красивым не был его рисунок!), режет хуже любого ножа из нержавеющей стали. При попытке закалить такой нож, как ни стараться, он зачастую не бывает тверже 48 ед. HRC. Нож фирмы «Русский булат» имеет твердость не ниже 60 ед. HRC (а обычно 62-64 ед. HRC). Некоторые считают, что нож при 64 ед. HRC делается хрупким.
Это справедливо применимо к однородным сталям (У10, 95Х18), но никак не относится к правильно скованному дамаску. Это, конечно, не значит, что нож с твердостью 64 ед. HRC можно сгибать в кольцо! Но при ограниченном контакте с костями (при разделке зверя), а также при небольших рубящих ударах такого сочетания твердости и эластичности вполне достаточно. Хорошая ножевая сталь должна быть не только твердой, но и эластичной. Ответим на вопрос: «Каким образом тупится нож?». Это происходит двумя способами. Если посмотреть на режущую кромку затупленного ножа под микроскопом, то можно рассмотреть две ситуации:
Режущая кромка загнулась. (Это свидетельствует о том, что сталь слишком мягкая);
Режущая кромка отломилась. (Это свидетельствует о том, что сталь слишком жесткая).
На охоте приходилось наблюдать за работой ножа из стали 95Х18. Владелец уверял, что купил нож за приличные деньги у одного из знаменитых мастеров (При продаже нож расхваливали: твердость 70 ед. HRC, сталь взята от обломка космического корабля, лазерная заточка и т.п.). Но вот когда охота подошла к завершению, лось взят, владелец «замечательного ножа» подходит к егерю и предлагает поработать ножом. Минут через пять егерь вежливо возвращает нож, и советует приобрести что-то получше (дескать, такой нож подойдет только сало да колбасу резать!). Владелец обижается и пробует сам разделывать зверя.
С удивлением замечает, что нож скользит, а не режет…. А причина в следующем. Нож действительно был закален до предельной твердости. Сталь 95Х18 и так-то особой гибкостью не отличается, а при закалке свыше 60 ед. HRC вообще теряет всякую эластичность. В рассматриваемом случае при начале работы, режущая кромка просто отломилась. Причем визуально это не заметно. При попытке нож заточить повторно, все повторяется. Часто режущая кромка обламывается в процессе заточки, поэтому получается парадокс: клинок точишь, лезвие стачивается, а нож все равно тупой!
Другая ситуация с мягкой сталью. Например, 40Х13. Режущая кромка при затуплении такого ножа загибается. Разделывать таким ножом возможно, если держать при себе камень для правки – немного поработал, шаркнул по камню, снова поработал, снова шаркнул. Это, несомненно, лучше, чем в первом случае!
Из нержавеющей стали оптимальная марка – 65Х13. Хотя до качественного дамаска ей далеко. Часто данную марку стали называют медицинской сталью. На людей, воспитанных в Советском Союзе термины «медицинская», «военная», «космическая» действуют магически. 65Х13 – это неплохая сталь для ножей. Но термин «медицинская» к ней применим с трудом. Во-первых, скальпели из стали 65Х13 начали изготавливать только в конце 80-х годов, а до этого применяли углеродистые стали У8, У10, покрытые хромом.
Во-вторых, задачи хирурга, который в процессе операции делает очень незначительные надрезы, и охотника, разделывающего лося либо медведя – абсолютно разные. К тому же медицинский скальпель повторно на операциях не используется (Вскоре появились скальпели с одноразовыми съемными лезвиями). Поэтому термин «медицинская» сталь – ещё ни к чему не обязывает. Хотя данную сталь мы на недорогие модели используем давно.
Вернемся к ножам из дамасской стали. Данные ножи, изготовленные фирмой «Русский булат» тестировались охотниками в различных уголках страны. В 99% - дается положительная оценка работы ножа. 1% - составляют люди, пользующиеся ножом не по назначению. (Например, был г-н, который пытался перерубить ножом тракторный клапан, другой в изрядном подпитии метал нож в дерево и проч.). По отзывам различных охотников, ножом без дополнительной заточки обдирали и разделывали два лося подряд; пять небольших кабанов; крупного секача; несколько бобров. Масленников В.С. лично пробовал снимать ножом с одной заточки шкуру с двух лосей (нож после этого продолжал резать!). Если посмотреть под увеличением на режущую кромку дамасского ножа после разделки лося, то увидим микро-пилу. Она получилась из-за того, что мягкие стали немного смялись, а жесткие остались острыми за счет дополнительно приобретенной вязкости в процессе ковки. Поэтому, когда смотрим на режущую кромку ножа после продолжительной работы, лезвие местами блестит и кажется, что нож затупился, а когда начинаем резать, то оказывается, что нож режет нисколько не хуже, чем новый! Даже когда дамасский нож полностью затупится, достаточно аккуратно поправить его заточным камнем для восстановления режущих свойств. Здесь срабатывает эффект выправления мягких частей режущей кромки. После продолжительной работы, в зимовье или на охотничьей базе, нож нужно протереть, поправить режущую кромку на хорошем камне, смазать маслом и убрать в чехол.
Вопрос, который интересует многих «Что лучше: дамаск или булат?». Что же такое дамаск и что такое булат? Сталь, приготовленная из пластин в процессе горновой сварки, принято называть «дамаском». Сталь, расплавленная в тигле и остуженная особым способом, принято называть «булатом». Есть также промежуточная технология, когда литые пластины смешивают с другими сталями, посредством кузнечной сварки. Хороший дамаск и хороший булат с потребительской точки зрения – одно и то же. Та же самая твердость, тот же самый эффект микро-пилы, также легко затачивается… Плохой дамаск и плохой булат – то же идентичны: резать не будет ни тот, ни другой! Чтобы не купить плохой нож, нужно приобретать нож у известной фирмы с гарантией качества.
Сейчас много различных индивидуальных предпринимателей и новых фирм, которые занимаются производством ножей недавно. Раньше организаторы этих фирм занимались всем, чем угодно, кроме металлообработки; и абсолютно не разбираются в металлах. У них нет необходимой производственной базы, клинки не изготавливают, а скупают, где дешевле…. Покупая нож в таких фирмах, трудно надеяться, что он будет служить долго (хотя нет правил без исключений). Хотя и цены у многих ИП на дамасские ножи достаточно низкие (от 900 руб. до 1500 руб.). Приобретая нож, следует помнить, что при соблюдении технологического процесса, нож из дамасской стали будет стоить от 2000 руб. до 3500 руб. Соблазняясь на более дешевые ножи, Вы рискуете вспомнить пословицу: «Скупой платит дважды!».Литой булат в изготовлении несколько дороже дамаска. Вопрос: «Почему у одной и той же фирмы один дамасский нож стоит 3000 руб., а другой 300$?». На дорогие ножи используется торцевой дамаск. Что же это такое, «клинок из торцевого дамаска»?
Берется две, три или четыре пластины разного по рисунку, слоям и свойствам дамаска. Они свариваются между собой по высоте клинка и повторяют контур режущей кромки. Что это дает?
Это придает красоту изделию (за счет красиво подобранных трех-четырех рисунков);
Позволяет на режущую кромку ставить очень жесткий дамаск с большим количеством твердого металла, на обух клинка используется мягкий дамаск (тот самый, из которого изготавливали оружейные стволы). Благодаря сочетанию этих дамасков, прочность ножа увеличивается. Режущие свойства такого клинка (пусть не намного) возрастают.
Основной эффект торцевого дамаска – красота и неповторимая авторская работа. Лучшим специалистом по торцевому дамаску в России является господин Архангельский и его дочь – Мария. Цены, конечно, у них значительно выше.Еще на один вопрос приходится отвечать: «Сколько слоев содержит Ваш дамаск?». Для себя определили оптимальное соотношение цены и качества – 400 слоев. Визуально определить количество слоев не может даже специалист. Как правило, кузнецы знают, сколько слоев они сковали. На каждую партию дамаска ведется запись…. От покупателей на выставке слышишь: «У Вас дамаск 400 слоев, а у соседей 600 слоев!». Важно помнить: смотря что слоить. Можно сковать дамаск в 600 слоев гвоздей и он будет хуже дамаска, имеющего 200 слоев хорошего металла. И ещё.При ковке, выше 400 слоев, требуется изменять производственный процесс (необходимо дополнительно насыщать углеродом металл, т.к. в процессе нагрева углерод выгорает), что значительно удорожает стоимость заготовки (и, соответственно, ножа). Если нож в 1000 слоев ковать также как и в 400 слоев, то какой бы металл не брать, он будет похожим на металл от консервных банок. Но если к этому подойти серьезно, соблюдая технологию, то нож из 1000-1500-слойного дамаска будет лучше 400-слойного, но и стоимость его должна быть не менее 200$.
Часто спрашивают: «Какой дамаск лучше: с продольным рисунком или с поперечным крученым?». С потребительской точки зрения это не имеет значения. Как и мозаичные дамаски. По рабочим качествам могут отличаться только некоторые виды торцевого дамаска. Зачастую мозаичные дамаски по режущим свойствам уступают обычному. Т.к. часто, в погоне за рисунком, мало внимания уделяется режущим свойствам металла.
Вопрос, часто задаваемый на выставках: «Рубит ли Ваш нож гвозди?». Конечно, не очень понятно зачем людям рубить ножом гвозди?! Может быть с этим занятием они связаны по роду своей работы либо имеют психические отклонения… Но, мы все же постараемся ответить на этот вопрос. Скажем сразу, что рубить гвозди – это не такая уж большая проблема! Нож из любой стали с твердостью 50 ед. HRC на рабочей части гвоздь рубить будет. Нужно только немного конструктивно его изменить: толщина лезвия в режущей части должна быть не менее 1 мм (лучше толще), а угол заточки не менее 45 градусов (лучше больше). Закажите такой нож, и Вы сможете изрубить все желаемые гвозди! Помните, что твердость гвоздя гораздо ниже твердости ножа (даже из посредственной стали), все дело в конструкции клинка. Для дамасской стали при рубке гвоздей толщину рабочей части можно делать меньше 1 мм (до 0,6 мм), угол также может быть меньше. Бывают ножи, которые режут бумагу, потом перерубают гвоздь (ударяя молотком по обуху) и, далее нож снова может резать бумагу (правда, чуть хуже). Вообще, если Вы желаете проверить качество клинка на гвозде, его необязательно перерубать. Достаточно построгать гвоздь либо сделать на нем небольшие зарубки. Эту операцию без проблем выдержит любой нож из хорошей дамасской стали. Мы не берем в расчет ножи с очень тонкой рабочей частью от 0,1 м и тоньше (это, например, филейные ножи и нож «Узбекский»). И все же, подобные эксперименты с ножами делать не рекомендуем, т.к. считаем, что взрослый человек приобретает нож не для этого.
Конечно, если в экстремальной ситуации, Вам придется воспользоваться ножом для рубки гвоздей, троса или толстой проволоки – это другой вопрос. Без надобности же этого делать не нужно. Для этого существуют другие инструменты (например: зубила, кусачки для металла), которые стоят гораздо дешевле хорошего ножа. При подобных постоянных экспериментах, особенно если перерубаемые предметы окажутся калеными, нож у Вас все же сломается. Наша фирма выпускает ножи для охотников, рыбаков, туристов, для любителей длительных походов. Нож без проблем может открывать консервные банки, им без заточки легко разделать тушу крупного животного (лось, медведь), при работах по строганию древесины он держит заточку несколько дней подряд. Им можно переработать несколько десятков килограммов рыбы. Именно для перечисленных целей выпускает ножи фирма «Русский булат». Если нож используется по назначению, фирма дает гарантию на клинок 10 лет! Так как нашей фирме уже 13 лет, и за это время жалоб на клинки из нашего дамаска практически не было. Если же человек покупает нож для рубки гвоздей, метания в дерево и всевозможных экспериментов, то лучше обратиться в какую-нибудь другую фирму. Правда, как показывает практика, если человек задумал сломать нож, он его все равно сломает, где бы и из какой бы стали нож не был сделан! Но это уже признак невменяемости.
Всем читателям данной статьи желаем хороших покупок и удачной охоты!
Материал подготовил генеральный директор ООО «Русский булат» Масленников В.С.
Доброго времени суток уважаемые читатели. Покупатели нашего интернет - магазина довольно часто задавали нам вопросы касаемо различных марок стали, поэтому мы решили подготовить информационные обзоры по ножевым сталям, представленным в нашем ассортименте. Наиболее подробный фоторепортаж, о технологическом процессе начиная с металлического бруска (заготовки) и заканчивая готовым ножом, мы решили подготовить о дамасской стали, так как она имеет значительные отличия от большинства марок стали.
Согласно материалам википедии - дама́ск (дама́сская сталь) - вид стали с видимыми неоднородностями на стальной поверхности, чаще всего в виде узоров, получаемых различными способами, например при многократной перековке стального пакета, состоящего из сталей с различным содержанием углерода (сварочный дамаск).


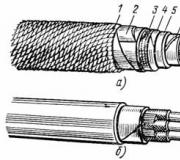
На фото (слева-направо): современный нож, изделие древних мастеров, булат.
Дамасская сталь связана со многими легендами и сильно романтизирована в классической литературе и исторических хрониках наряду с булатом. Не буду утверждать, что мы заново открыли рецепт придуманный, за тысячу лет до нашей эры, но пользуясь знаниями в современной металлургии и проведя большое количество опытов, мы получили свой собственный рецепт дамаска с твёрдостью клинка - 62 еденицы по шкале Роквелла (HRC).
Для тех, кого чтение статьи уже успело утомить и кто хочет ‘’один раз увидеть, а не сто раз услышать’’, небольшой видео ролик о рабочем процессе из нашей кузницы.
Рабочий процесс по изготовлению ножа разделяется на два этапа: изготовление дамаска в кузнице и последующая обработка клинка в ножевой мастерской. С производством стали в кузне вы можете ознакомиться в нашем видео, а так же в находящемся ниже фото-отчёте с комментариями.
Ковка дамаска в кузне
Изготовление дамаска может происходить несколькими различными способами, мы производим, так называемый ‘‘сварочный дамаск’’. Данная технология подразумевает набор и сварку заготовок (отсюда и название сварочный) из различных марок сталей, мягких и жёстких, что позволяет достигнуть необходимых характеристик для хороших режущих свойств клинка.



На фото (слева-направо): набор и сварка пакета сталей, скрутка раскованного пакета, ковка пакета сталей молотом.
Дамаск не является металлом, находящимся в природе в чистом виде, а состоит из пакета сталей, подобранных нами в результате большого количества тестов. Мы используем для его создания пакет из четырёх марок стали (ШХ-15, ХВГ, У8А, сталь-3), каждая из которых необходима для придания необходимых режущих свойств конечного изделия.
Перейдём более подробно к самому технологическому процессу. После того, как, как была подготовлена заготовка из пакета сталей, её необходимо раскалить до ярко-красного цвета, после этого можно приступить непосредственно к ковке. Процесс ковки повторяется трижды, толщина выкованной полосы при первых двух этапах не имеет чёткой регламентации, а при третьем финальном она делается максимально приближенной к толщине обуха конечного изделия, во избежание лишнего расхода металла и удлинения процесса обработки.
Далее заготовке придаётся прямоугольная форма для следующего технологического процесса – скрутки. Фрагмент непосредственно со скруткой не попал в видео, но здесь ничего особо сложного нет, раскалённая заготовка, закручивается по спирали, на такое количество оборотов, которого удаётся достичь, до того, как металл застынет – в результате чего форма заготовки меняется с прямоугольной на цилиндрическую (расковку скрутки вы можете увидеть на 10 минуте видео). От количества скруток зависит текстура рисунка на клинке.
Кроме того хочу обратить ваше внимание на такой момент технологического процесса, как посыпка бурой (порошок белого цвета), которая применяется вовремя ковки заготовки после скрутки для вытягивания шлака и окалины, что позволяет избежать появления свищей и непроваров. После этого получается полоса металла, из которой будут изготавливаться непосредственно клинки. Переходим теперь в мастерскую, где из полосы изготовят нож, ну и ещё немного фотографий из кузни напоследок.






Процесс изготовление ножа в мастерской
Мы уже побывали в кузнице и увидели, как изготавливаются полосы из дамаска, теперь давайте посмотрим, что происходит с ними дальше.
В первую очередь необходимо с помощью специального лекала обвести на заготовке контур будущего клинка, отрезать его от полосы металла выкованного в кузнице и обрезать по контуру.



На фото (слева-направо): разметка заготовки, заготовка и лекало, вырезание по контуру.
Ковка металла с применением механического молота допускает небольшого различия в толщине металла в выкованной пластине, по этому, необходимо произвести выравнивание клинка по плоскости. После этого клинку придаётся геометрия согласно лекалу и чертежу, так же именно на этом этапе, делается например взрезка по технологии двояковогнутой линзы.



На фото (слева-направо): вырезанная заготовка, выравнивание по плоскости, придание геометрии клинку.
После вышеописанных действий мы получаем клинок уже достаточно близкий по внешнему виду к тому, что мы привыкли видеть на прилавках магазинов, но достаточно грубовато выглядящий и без узора. Клинок необходимо отшлифовать, что называется до зеркального блеска. Далее наносится клеймо мастерской (область для нанесения клейма предварительно разогревается) и делаются отверстия для клёпок, если предусмотрен цельнометаллический монтаж.



На фото (слева-направо): шлифовка, нанесение клейма, сверление отверстий под клёпки.
Ни один клинок не будет обладать заявленными свойствами, если его не закалить. Переходим к следующему этапу термозакалке. Клинок закаливается в термопечи при определённой температуре и получает твёрдость клинка 62 HRC по шкале Роквелла. После этого поверхность зачищается на шлифовальной ленте от окалин и клинок стал бы уже готовой продукцией, если бы не одно маленькое но – нет рисунка. Узор который и делает дамаск - дамаском, проявляется при воздействии на клинок азотной кислоты, все манипуляции в кузне с различными сталями их свариванием и кручением был нужен именно для этого момента, для выявления рисунка.



На фото (слева-направо): термозакалка, очистка от окалины, травление рисунка.
Собственно клинок почти готов осталось придать только угол заточки, уделим немного вниманию рукояти. Монтаж рукояти мы делаем в двух вариантах с хвостовиком и цельнометаллический монтаж. С цельнометаллическим вариантом я думаю никаких вопросов возникнуть не должно, сверлятся отверстия под клепки и на них крепятся накладки. Цельнометаллическая конструкция является наиболее надёжным видом крепления, но большинство предпочитает более традиционное крепление посредством хвостовика. Для такого материала, как береста целмет монтаж практически невозможен.



На фото (слева-направо): обжиг хвостовика, рукоять в разборе, рукоять перед обточкой.
Для монтажа проводится отжиг хвостовика, происходит отпуск металла для сверления отверстий, на клёпку крепится шпилька – можно крепить гарду и рукоять. И последний этап придание формы рукояти – нож готов. Остаётся только придать ему необходимый угол заточки режущей кромке в зависимости от назначения.
Прилагаю некоторое количество фотографий не вошедшие в основное описание, к сожалению, у оригиналов был большой размер, поэтому все фотографии в статье пришлось ужимать для нормальной подгрузки на мобильных устройствах и планшетах, поэтому от увеличения по клику пришлось отказаться.












Наиболее часто задаваемые вопросы про дамаск
Чтобы удовлетворить ваше любопытство остановлюсь на нескольких наиболее важных моментах:
- Откуда берётся узор на клинке – узоры на поверхности этого вида дамаска достигается за счёт неравномерного распределения углерода в связи с неоднородностью материала, что специально усиливался посредством травлением поверхности кислотами для придания клинку красивой текстуры.
- Из чего вы делаете свой дамаск – клинки изготавливаются из пакета четырех сталей: ШХ-15 (конструкционная углеродистая сталь), ХВГ (сталь для измерительного и режущего инструмента), У8А (инструментальная углеродистая сталь) и сталь-3 (название условно, но до конца раскрывать секреты своей продукции не захочет ни один мастер).
- Сколько слоёв в ваших клинках – несколько тысяч, что достигается за счёт того, что сваренные полосы из металла проковываются трижды. В первый раз сваривается 21-22 полосы, во второй и третий меньше количество полос, так как ширина заготовки напрямую влияет на длительность процесса ковки.
P.S. Надеюсь данный материал был полезен и информативен, возможно мы что-то упустили, комментарии можете отправлять на нашу почту, , так же в ближайшее время мы планируем запуск групп в соц. сетях, как только найдем администратора. Покупайте ножи именно в нашем интернет - магазине и мы сделаем много интересного текстового, фото и видео материала по ножевой тематике.
О свойствах легендарных оружейных сталей - дамаска, булата и вутца - хотя бы понаслышке знает любой цивилизованный человек. Они являются свидетельством уникальных возможностей мастеров металлургической профессии.
В чем секрет этих удивительных сплавов, кто и когда их производил и каким образом обрабатывал? Похоже, что современная наука нашла ответы на эти вопросы.
Продолжение цикла публикаций из энциклопедии "Металлургия и время".
Предыдущие статьи цикла:
,
)
«Чугунение» и «насталивание»
Структуру металла с высокоуглеродистыми прослойками можно получить, применяя при кузнечной сварке в качестве флюса дробленый чугун.
При температуре сварки углерод чугуна мгновенно соединяется с окалиной, отнимая у нее кислород. В итоге вместо окалины образуются диоксид углерода и восстановленное железо, которое тут же науглероживается от контакта с углеродом жидкого чугуна. Чугун в данном случае служит более эффективным источником углерода, чем древесный уголь, поскольку при температуре сварки он плавится и углерод находится в нем в растворенном, более химически активном виде. Растекаясь по поверхности заготовки, жидкий чугун очищает ее от окалины, попутно теряя свой углерод и вследствие этого затвердевая. При последующей проковке часть жидкого чугуна выжимается, но остаются тонкие прослойки достаточно вязкого, обедненного углеродом чугуна и высокоуглеродистой стали.
Дальнейшую расковку пакета проводят при несколько пониженных температурах, чтобы высокоуглеродистые прослойки не расплавлялись, поэтому некоторые оружейники говорят, что они не сваривают пакет, а «паяют» его чугуном. Науглероживание поверхности металла расплавленным чугуном называют «чугунением» или «насталиванием». В итоге получается чередование слоев вязкого железа, стали и крайне твердого белого чугуна, т.е. «предельный» вариант дамасской стали. Классический японский способ изготовления клинков как раз и заключался в использовании молибденсодержащего железа, стали (по некоторым данным, импортируемой из Китая) и дробленого чугуна.
Ковка литой стали
Историческому сосуществованию двух типов оружейной стали - литой и сварочной - соответствовали две технологии ковки. Известно, что заготовка вутца перед ковкой имела небольшую массу (не более 1 кг).
Легковесность исходной заготовки позволяла мастерам осуществлять ускоренный подогрев изделия и широко использовать локальный нагрев его частей для последующей ковки.
Если внимательно присмотреться к состоянию микроволокон, выходящих на поверхность вутца, то можно видеть не только их «завихренность» в результате применения сложных приемов ковки, но и их раздробленность. Данное обстоятельство указывает на осуществление на определенном этапе ковки мощного «единоразового» воздействия на волокна, предварительно приведенные в благоприятные для дробления условия. По-видимому, именно эта операция ковки определяющим образом влияла на конечное качество булатной стали и совокупность ее феноменальных свойств.
Вместе с тем многими специалистами отмечается, что условием правильной ковки булата является ее «постепенность». Качество булатного клинка тем выше, чем медленнее ведется ковка. Аккуратная ковка при невысоких температурах, требующая многочисленных подогревов, приводит к повышению контрастности узоров. При нагреве мелкие карбиды и острые грани крупных карбидов растворяются, а при последующем остывании углерод вновь выделяется на поверхности крупных частиц в высокоуглеродистом прочном волокне. Поэтому первоначально размытый узор приобретает резкость и контрастность.
Ковка дамаска
В неоднородном дамаске вид макроструктуры очень сильно влияет на свойства клинка. В разных странах были разработаны десятки, а возможно, и сотни сортов сварочной стали. Несмотря на такое обилие, все эти сорта можно упорядочить, разделив по принципу образования на несколько групп: «дикий», «штемпельный» и «крученый (турецкий)».
«Дикий» узор дамаска образуется при беспорядочном перемешивании металла в результате простой ручной ковки. Лучшие мастера предпочитали ковать клинки из «штемпельного» дамаска с регулярным узором. «Штемпельным» узор назвали в Германии по способу его образования с помощью нанесения специальным штампом - штемпелем строго упорядоченного рельефа на заготовку клинка, в результате чего при ковке слои искажались в заданном порядке. Видов формируемых при этом узоров немного: ступенчатый, волнистый, ромбический (сетчатый) и кольчатый. Ступенчатый узор характеризуется относительно узкими прядями линий, расположенными поперек клинка.
Схема проявления узора (а) и основные виды набоек для изготовления штемпельного дамаска (б)
Распространенным видом «штемпельного» узора является ромбический, имеющий две разновидности. Одну из них получают, насекая поверхность заготовки зубилом крест-накрест, отчего узор имеет вид сплетенной из нитей сетки, наброшенной на клинок из «дикого» дамаска. Соответственно, и узор называется «сетчатым». Второй разновидностью является узор, который в Германии называют «мелкие розы». Он имеет вид четких концентрических ромбов и набивается имеющим пирамидальные выступы штампом. Кольчатый вид «штемпельного» узора в США называют «павлиний глаз», хотя он больше похож на «павлиний хвост», поскольку на клинке в четком порядке расположены многочисленные концентрические окружности.
«Турецкий» или «розовый» дамаск
Особенно красивым считается узор «турецкого» дамаска. Так в XVII-XVIII вв. его назвали в Европе, когда увидели привезенные с Востока сабли из местных разновидностей сварочного металла. Другое его название - «розовый» дамаск, обусловленное схожестью вида узора с цветками розы.
Отличительной особенностью «турецкого» дамаска являлось то, что клинки отковывались из предварительно туго закрученных прутков неоднородного металла. Узоры при этом получались крайне разнообразными и причудливыми. Беруальдо Бьянчини, автор вышедшей в 1829 г. книги «О дамасских клинках турецкого типа», писал: «...масса, употребляемая сегодня для создания дамасских клинков, в точности та же самая, какая идет на изготовление клинков совершенно ординарных, т.е. равномерная смесь стали и железа в соотношении два к одному.
Стадии проявления узора в крученом турецком дамаске
Вытягивание дважды рафинированных болванок в полосу и последующее выковывание клинка между двух штампов происходят так же, как и при изготовлении обычного клинка. Единственное различие состоит в том, что штамп для дамаска должен быть снабжен различными рельефами, которые желательно перенести на клинок. При ковке молотом сменяющие друг друга листы стали и железа клинка вдавливаются в углубления штампа, в результате чего возникают углубления или рельеф, которые, будучи затем спилены, дают желаемый узор».
Закалка оружейной стали
Режимы термической обработки изделий из булатной стали всегда привлекали пристальное внимание исследователей. Именно этот этап технологии ее производства окружен наибольшим числом легенд и таинств, дошедших из глубины веков.
И в сравнительно недавние времена, например в XIX в., многие металлурги придавали большое значение способам закалки булата и даже относили их к основным секретам изготовления булатного оружия.
Объяснить, почему металл становится прочнее и тверже, тогда никто не мог, зато рецептов закалки было великое множество: практически каждый мастер имел свой секрет.
Известно, что в качестве закалочной среды широко использовалась и родниковая вода, и вода минеральных источников. Температура воды и растворенные в ней соли оказывали большое влияние на скорость охлаждения изделий, поэтому место отбора воды и ее температуру при закалке держали в строгом секрете. Ввиду того, что клинки из стали с высоким содержанием углерода после закалки в холодной воде легко ломались от удара, в Персии холодное оружие начали закаливать в мокром холсте. Известен метод закалки, при котором перед термической обработкой клинок для тепловой изоляции обмазывался толстым слоем особой глины с разными примесями. Состав удалялся только с лезвия, подлежащего закалке в воде. Образовавшейся при этом «демаркационной» линии в каждой мастерской придавали своеобразный оригинальный рисунок, по которому можно было отличить мастера, изготовившего холодное оружие.
Моча рыжего мальчика и ягодицы молодого раба
Металлурги искали и умели находить среды, в которых сталь охлаждается быстрее, чем в воде. Так, моча и другие растворы солей забирают тепло у раскаленного металла быстрее, чем самая холодная вода.
Заметив эту особенность, средневековые металлурги разрабатывали различные варианты закалки и достигали порой немалых успехов. Вот как Теофил описывает закалку стали, которая режет «стекло и мягкие камни»: «Берут трехлетнего барана, привязывают его и в течение трех дней ничем не кормят. На четвертый день его кормят только папоротником. Спустя два дня такой кормежки, на следующую ночь барана ставят в бочонок с пробитыми внизу дырами. Под эти дыры ставят сосуд, в который собирается моча барана. Собранная таким образом за две-три ночи в достаточном количестве моча изымалась, и в указанной моче барана закаливали инструмент». Существуют легенды, согласно которым булатные клинки закаливали в молоке матери, кормящей сына, в моче рыжего мальчика, трехлетней черной козы и т.д.
Как повествует легенда, в Древней Сирии клинок нагревали до цвета зари и 6 раз вонзали в ягодицы молодого раба. Известны приемы подобной закалки стали охлаждением в теле свиньи, барана или теленка. В Дамаске сабельные клинки нагревали до цвета восходящего солнца и закаливали в крови убиваемого нубийского раба. А вот рецепт закалки кинжала, обнаруженный в одном из храмов на территории Малой Азии и относящийся к IX в.: «Нагреть (клинок) до тех пор, пока он не засветится, как восходящее в пустыне солнце, затем охладить его до цвета царского пурпура, погружая в тело мускулистого раба. Сила раба, переходя в кинжал, и придает металлу твердость».
Древние кузнецы знали и способы предохранения металла от окисления в период нагрева под закалку. Кузнец брал бычьи рога, сжигал их на огне, в полученный пепел примешивал соли и посыпал этой смесью изделия, которые затем нагревали и закаливали в воде или сале.
Тайна литой стали
Как ни парадоксально, человек пока так и не смог до конца понять сущность булатной стали, природу уникальных свойств и особенности технологии ее получения. И это несмотря на то, что долгое время использовал изделия из булата, совершенствовал его, терял секреты изготовления и вновь приоткрывал тайны булата, подобно тому, как это сделал в середине XIX в. русский металлург П.П. Аносов.
Необходимо отметить, что П.П. Аносов, неоднократно отмечая в своих работах высокие качества полученного им булата, не уступающего лучшим азиатским булатам, никогда не говорил о том, что раскрыл тайну индийского вутца; более того, он отказался от устоявшегося в то время понятия «дамасская сталь» и выдвинул новое - «русский булат».
Разгадать секрет литой оружейной стали стремились многие видные европейские ученые, в том числе Майкл Фарадей, сын кузнеца. В 1819 г. он исследовал образцы литой стали и пришел к выводу, что ее исключительные свойства объясняются присутствием небольших количеств кремния и алюминия. Хотя этот вывод оказался ошибочным, статья Фарадея вдохновила Жана Робера Бреана, пробирного инспектора Парижского монетного двора, провести серию экспериментов, в которых он вводил в сталь различные элементы. Именно Бреан впервые в 1821 г. высказал догадку о том, что необычные прочность, вязкость и внешний вид литой оружейной стали должны быть обусловлены высоким содержанием углерода. Он установил, что ее структура имеет светлые участки науглероженной стали на темном фоне, который он называл просто сталью.
Производство древнего оружия из булатной стали, окруженной легендарным ореолом сверхдостоинств и священных тайн, как уже хорошо известно, осуществлялось из индийского вутца. Он поставлялся на рынки Персии и Сирии в виде разрубленной пополам «лепешки» литой стали. Содержание углерода в вутце было очень высоким. Так, химический анализ вутца, проведенный по распоряжению П.П. Аносова, показал содержание углерода, равное 1,7-2,0 % масс. и более.
Заготовка индийского вутца имела диаметр примерно 12,5 см, толщину около 1 см и массу примерно 1 кг. Кроме того, слитки вутца имели своеобразные узоры, отличные от рисунка на готовых клинках. По мнению большинства специалистов, лучшие клинки ковали в VII-XII вв. Лезвие индийского клинка после заточки приобретало невероятно высокую режущую способность. Хороший клинок легко перерезал в воздухе газовый платок, в то время как даже современные клинки из самой лучшей стали могут перерезать только плотные виды шелковых тканей. Правда, и обычный стальной клинок можно закалить до твердости вутца, но он будет хрупким как стекло и разлетится на куски при первом же ударе.
К сожалению, в Древней Индии так тщательно скрывали секрет выплавки и технологию изготовления клинков, что, в конце концов, потеряли их совсем. Уже в XII в. табан, например, не могли делать ни в Индии, ни в Сирии, ни в Персии. В настоящее время ни один мастер, ни одна фирма в мире не могут воспроизвести лучшие сорта индийской стали, образцы которой сохранились еще в некоторых музеях Европы. Потеря секретов производства индийского вутца при наличии широкого рынка сбыта его заготовок указывает на ограниченное число мастеров, владевших технологией производства вутца, а также на достаточно высокие для своего времени показатели производительности, выход годного и воспроизводимость технологии получения вутца. С учетом этого можно предположить следующее: технология производства слитка индийского вутца была достаточно проста (как, наверное, и должно было быть, иначе стоило ли ее так тщательно скрывать), а форма в виде лепешки была в те далекие времена единственно правильной для представления готового полупродукта.
В средние века при определении преимуществ того или иного клинка настоящие мастера оценивали крупность узора (ширину волокон) булатной стали, характер рельефа, переплетения и число волокон, цвет травленого фона клинка и его отливы, высоту и длительность звучания клинка при ударе по нему, упругость и т.д. Представляется во многом понятным, что эти критерии контроля качества имели глубокий смысл, дающий информацию, в частности, о режущих свойствах клинка. Ширина высокоуглеродистых волокон характеризовала не только примененный способ получения булатной стали, но и режущие свойства клинка, его упругость и способность к самозатачиванию.
Очевидно, что после заточки и полирования лезвия из булатной стали его режущая кромка уже имела зубчатый рельеф, обусловленный изменяющимися по длине кромки твердостью и износостойкостью ее составляющих. Если учесть, что каждое высокоуглеродистое волокно булатной стали при выходе на режущую кромку имеет профиль определенной кривизны - фактор, существенно повышающий режущую способность клинка, то древние мастера были просто обязаны оценивать ориентировку волокон относительно режущей кромки клинка и его рукоятки.
Первым строго научно объяснил природу булата и связал ее со свойствами этой удивительной стали выдающийся русский металлург Дмитрий Константинович Чернов. Он считал, что при затвердевании сталь распадается на два различных соединения железа с углеродом, которые «играют очень важную роль при назначении такой стали на клинки: при закалке более твердое вещество сильно закаливается, а другое вещество остается слабо закаленным, но так как оба вещества в тонких слоях и фибрах тесно перевиты одно с другим, то получается материал, обладающий одновременно и большой твердостью, и большой вязкостью. Таким образом, оказывается, что булат несравнимо выше лучших сортов стали, приготовленных иными способами».
Легендарный композит
Итак, булат представляет собой композиционный материал. Отметим, что идея создания подобных материалов заимствована человеком у природы.
Множество природных конструкций (стволы деревьев, кости и зубы людей и животных) имеют характерную волокнистую структуру. Она состоит из сравнительно пластичного матричного вещества и более твердого и прочного вещества в виде волокон. Например, древесина - это композиция, состоящая из пучков высокопрочных целлюлозных волокон трубчатого строения, связанных матрицей из органического вещества (лигнина), придающего древесине поперечную жесткость. Зубы людей и животных состоят из твердого и вязкого поверхностного слоя (эмали) и более мягкой сердцевины (дентина). И эмаль, и дентин содержат неорганические микрокристаллы гидроксилапатита игольчатой формы, расположенные в мягкой органической матрице.
Сейчас можно с уверенностью сказать, что булатная сталь была открыта неслучайно и гораздо раньше, чем принято думать. Металлурги бронзового века не могли не обратить внимания на елочное строение бронзовых слитков. Получив первый слиток из железа с тем же елочным строением, древние мастера, вероятно, начали его ковать как бронзу. Конечно, он рассыпался. Однако это не остановило древних металлургов и спустя какое-то время, накопив опыт, они сумели найти решение.
Уникальность булатной стали заключается в том, что она представляет собой принципиально новый класс композиционных материалов. Она не может быть отнесена ни к одному из известных и научно определенных видов естественных и искусственных композитов, в числе которых в настоящее время принято определять волокнистые, слоистые и дисперсно-упрочненные. Особые свойства булата достигаются в результате совместной термомеханической обработки волокон и матрицы и последующего термического упрочнения композита посредством взаимного воздействия его отдельных составляющих и процессов, протекающих в них.
В заключение отметим, что при определенных условиях узорчатый слиток можно получить из однородного расплава. Это достигается путем замедленной кристаллизации высокоуглеродистого сплава, при которой вырастают крупные зерна-кристаллы, размер которых может достигать нескольких миллиметров. По границам этих кристаллов-дендритов выделяются карбиды, образующие цементитную сетку. Ковка такого крупнозернистого металла при невысоких температурах позволяет раздробить сплошную цементитную сетку на мелкие частицы и сформировать видимый глазом узор. Полученный таким образом узорчатый металл исследователи в настоящее время называют «дендритной» сталью - по дендритному характеру кристаллизации слитка, или «ликвационным» булатом - по механизму образования узора вследствие ликвации углерода. Клинки из «ликвационного» булата современные кузнецы расковывают при нагреве до температур, не превышающих 850 °С. Это обязательное условие; иначе, при более сильном разогреве, карбидные частицы полностью растворяются и магические узоры исчезают.
Для составления пакета подходят сотни современных сталей, назову лишь небольшое количество. По химическому составу подходят шх15, шх4, шх20сг, шх15сг, 65г, 50хфа, 60с2хфа, 70г, 70с2ха, 5хнм, 5хгм, 5х2мнф, 6хвг, 5хнв, 9хс, хвг, у8, у10, у12, у13а и т.д. По температуре ковки и закалки идеально подходят друг другу шх15, у8 и 65г. Температура для их сваривания примерно 1100 градусов, температура ковки 900-1000 градусов, температура закалки 850 градусов. Все эти стали соответствуют «трем правилам», и их легко найти в быту.
Используя в равных пропорциях, из этих сталей получается дамасская сталь с содержанием углерода 0,8%. Для изготовления пакета раскуем эти стали в одинаковые по габаритам пластины примерно 15*5*1 см. Сложим из них 6-ти слойный пакет: у8 - шх15 - 65г - у8 - шх15 - 65г. Чтобы пакет не развалился по углам прихватим его электро-сваркой и с торца приварим ручку из куска арматуры длиной 50-60 см. Пакет для сваривания готов. Теперь поместим его в разогретый горн и доведем до температуры 850-900 градусов, это красно-оранжевый цвет. Вытащим за ручку пакет из горна и поставим его на ребро так, чтобы все слои сталей стояли вертикально. Нанесем сверху на пакет горсть буры. Бура должна растаять и протечь насквозь через пакет. Если бура не протекла, надо добавить ее еще. Если бура не вся растаяла нужно пакет с бурой подержать в горне над углем пока бура не растает. Затем нужно повернуть пакет на 90 градусов, чтобы все слои металла были горизонтальны относительно земли. В таком состоянии бура должна покипеть между слоями сталей несколько минут. Это нужно для того, чтобы бура растворила все шлаки и окалину на металле, образующуюся при нагревании металла в горне. Затем вынимаем пакет разогретый до оранжевого цвета, это примерно 900-950 градусов по Цельсию. Пакет ставим под молот и несильными ударами проковываем от одного края до другого. Этим действием мы выдавливаем жидкую буру со всеми шлаками. Проковывать по всей поверхности пакета не желательно, внутри пакета может остаться бура, что в дальнейшем приведет к "непровару». После того, как вся бура выдавлена из пакета, пакет еще не сварен. Мы просто сблизили между собой очищенные от шлаков слои металла и теперь к свариваемому металлу нет доступа воздуха. Весь этот процесс нужно проводить очень аккуратно и желательно в защитных очках. Раскаленная бура брызгается из пакета на несколько метров в разные стороны и это очень травмо-опасно. Снова помещаем пакет в горн и разогреваем до сварочной температуры примерно 1100 градусов, белого цвета каления. Цвет пакета должен напоминать цвет раскаленного солнца. Пока пакет греется до сварочной температуры за ним необходимо постоянно следить и постоянно поворачивать в горне, чтобы не получить пережог. Как только металл засветился как бенгальский огонь это и есть пережог. Готовность пакета к сварки видна когда пакет равномерно прогрет до белого цвета каления, на нем нет темных пятен и от него только начинают отскакивать искорки. Готовый к сварке пакет вынимается из горна и проковывается на молоте по всей длине. В дальнейшем нужно вытянуть пакет в полосу путем ковки. Вытяжку в полосу нужно вести при температуре нагрева меньшей, чем температура сварки примерно 950-1000 градусов - желтый цвет каления. Проводя ковку пакета «на ребро» при температуре 950-1000 градусов вы сразу увидите есть ли непровар, на месте «непровара» слои разойдутся. Непровар не так страшен, в место где разошлись слои снова подсыпается бура и процесс сварки повторяется. Страшен пережог. В месте пережога сталь уже не лечится. После того, как пакет вытянут в полосу его можно разрубить на горячую или просто разрезать болгаркой допустим на три равных части. Эти части опять складываются в пакет и процесс сварки повторяется. Так из 6 слоев получится пакет из 18 слоев, затем из 54 и т.д. Узор получаемый от такого процесса ковки называется «диким дамасским узором». Для получения четкого контрастного дикого узора нужно набрать в пакете примерно 300-500 слоев. В процессе ковки из нашего пакета весом 3,5 кг останется всего около 2 кг готового изделия, остальной металл выгорел в процессе ковки. Для улучшения качества дамасской стали последнюю вытяжку пакета в полосу нужно проводить при температуре 850-900 градусов красно-оранжевый цвет каления. Это позволяет добиться мелко-зернистой структуры стали. Закаливать дамасскую сталь лучше всего в отработанном машинном масле. После закалки рисунок на стали проявляется еще сильнее. Закаливать дамасскую сталь в воде нельзя, ее там может просто разорвать. Японские кузнецы закаливают свои мечи в воде, но они перед закалкой обмазывают их огнеупорной глиной. После закалки в масле дамаск будет иметь твердость примерно 60-64 единицы по Роквеллу. Для снятия внутренних напряжений в дамасской стали ее нужно отпустить. Это делается двух-кратном нагреванием стали до температуры 180-200 градусов по 1 часу. Этот процесс можно провести даже в домашних условиях на кухне в духовке. Рисунок на стали выявляется путем травления ее в 5-ти % растворе азотной кислоты или в хлорном железе. Концентрацию хлорного железа каждый мастер подбирает себе сам. Начинать обучение по изготовлению дамасской стали нужно именно с «дикого дамаска», и от него уже переходить к изготовлению более сложных узоров. Еще один совет тем кто разогрев пакета проводит в угольном горне. В качестве топлива желательно использовать кокс, он меньше зашлаковывает колосники и дает больший жар. А сам пакет желательно прогревать в верхних слоях угля или даже сверху на угле. В этих слоях воздух, проходя с низу в верх, практически остается без кислорода. Весь кислород выгорает проходя через уголь, и в верхних слоях угля он сильно обогащен углекислым газом. В результате в верхних слоях угля металл почти не окисляется и частично науглероживается и восстанавливается.
В сегодняшней статье мы рассмотрим технологию изготовления хорошего крепкого ножа из дамасской стали. Нож создается в традиционном стиле, то есть путем ковки. Тут вам будет нужен горн, наковальня, молот и очень много терпения.
Особенностью дамасской стали заключается в том, что при ее изготовлении смешиваются путем ковки различные типы металла. Сперва подготавливают пластины, затем сваривают, прогревают, а после этого закручивают заготовку, чтобы перемешать все виды металла.
В связи с тем, что нож может представлять угрозу для здоровья, его не следует давать в руки людям с нестабильной психикой.
Материалы и инструменты для изготовления ножа:
Из материалов:
- стальные пластинки как минимум двух марок (желательно использовать сталь с высоким содержанием углерода, тогда ее можно будет хорошо закалить. Автор использовал два типа стали, это 1095 и 15n20);
- флюс (будет нужна бура, ее можно купить в хозяйственном магазине);
- длинный прут (нужен, чтобы можно было приварить заготовку для нагрева в печи);
- любая древесина на выбор;
- эпоксидный клей (желательно, который сохнет быстро);
- клепки из латуни;
- льняное масло или другая пропитка для древесины;
- растительное масло для закалки стали;
- хлорное железо.

Из инструментов:
- наковальня (желательно настоящая большая наковальня. В крайнем случае, кусок рельса, кувалда и прочее, что есть);
- молот (автор использовал с поперечным бойком весом 1.3 кг);
- сварка (ей удобно сваривать пластины друг с другом и крепить арматуру, но если нет, можно воспользоваться проволокой);
- горн для кузнечных работ (в нем должна быть довольно высокая температура, чтобы листы сплавились друг с другом);
- ленточный шлифовальный станок (можно пользоваться и напильником, но понадобится много сил и терпения);
- духовка (или другое приспособление для нагрева металла с целью отпуска);
- сверлильный станок или дрель;
- тиски (очень помогают в процессе.


Процесс изготовления ножа:
Шаг первый. Собираем заготовки
На этом этапе автор подготавливает заготовки. Нужно нарезать пластины до нужной длины, у автора это 7.6х1.2 см. Тут важно учитывать, что чем больше будет заготовка, тем сложнее из нее будет выковать нож. Предварительно сварочные места нужно тщательно зачистить от ржавчины и окалины. Пластины укладываются с чередованием металлов.




В заключении к заготовке нужно приварить кусок арматуры, чтобы можно было ее поместить в печь. Конечно, вместо того чтобы приварить арматуру, заготовку можно вытащить с помощью клещей с длинными ручками.
Шаг второй. Отправляем заготовку в печь
Теперь заготовка подвергается первому нагреву и первой ковке. Горн автор сделал самодельный из газового баллона. Внутри он отделан огнеупорным цементом и коалиновой ватой. Поскольку горн имеет небольшие размеры, он без труда разогревается до нужных температур.





Металл нужно раскалить до вишнево-красного цвета, после извлечения его нужно сразу же посыпать бурой, чтобы убрать окалину и предотвратить взаимодействие с кислородом. Особенно нужно постараться засыпать буру между щелями пластин, так металл смешается хорошо и будет максимально однородным. Такую процедуру нужно проводить несколько раз, при необходимости снимая окалину.
Далее, заготовка прогревается до температуры ковки, по мнению автора это в районе 1260-1315 о С. Металл должен стать ярко-желтого или оранжевого цвета. Перед извлечением заготовки нужно убедиться в том, что под рукой уже имеется наковальня и молоток, так как металл остывает и время терять нельзя.
В итоге путем ковки заготовка вытягивается так, что ее можно загнуть.
Шаг третий. Перемешивание стали
На этом шаге заготовка много раз нагревается и поддается ковке, чем больше раз это будет сделано, тем лучше перемешается металл. Сперва заготовку нужно выковать таким образом, чтобы по длине она стала в два раза длиннее, чем была. Растягивать металл нужно как можно равномернее. Далее посередине с помощью зубила делается насечка, и заготовка складывается пополам. После этого ее снова нагревают и куют, пока две пластины не станут однородными. Всего автор сложил металл в 4 раза, в итоге получив 112 слоев.
При сковывании нескольких слоев важно всегда пользоваться бурой и счищать окалину.




Формула для расчета слоев такова: начальное количество * 2 в степени количества загибаний, то есть 7*2^4=112).
В завершении заготовка снова прогревается до температуры ковки, вставляется краем в паз наковальни и закручивается в виде спирали. Потом эту спираль нужно опять перековать в прямоугольную форму. В заключении можно убедиться, что слои однородны, зачистив один или несколько краев заготовки.
Шаг четвертый. Ковка основного профиля
На этом этапе автор формирует путем ковки основной профиль ножа. На этом этапе можно задать также скосы ножа, чтобы потом меньше пришлось работать на шлифмашине или напильником, что в последнем случае очень печально.



Шаг пятый. Шлифуем профиль
Если у вас нет шлифовального станка, то вам понадобится много времени и сил для выполнения этого шага. Тут будет нужен напильник и болгарка.








К концу шлифования в заготовке нужно просверлить отверстия для крепления ручки. Еще тут нужно будет доработать некоторые детали напильником зернистостью 400. Также нужно произвести первичную заточку ножа, но не нужно делать его острым, так как при закалке он может перекоситься.





Шаг шестой. Закалка металла
Закалка является очень ответственным моментом в изготовлении ножа. От нее зависит прочность будущего клинка, а при нарушении технологии заготовку и вовсе можно легко испортить. Первым делом сталь нужно максимально сильно отпустить. Это делается для того, чтобы металл при закалке не повело и клинок не перекосило. Отпускается металл путем нескольких нагреваний до температуры, при которой сталь уже не будет притягиваться магнитом. Всего таких нагреваний должно быть от трех до пяти. Остывать сталь должна постепенно на открытом воздухе.



После этого сталь можно будет закалять. Она нагревается в очередной раз до критической температуры и затем опускается в теплое масло. Высокоуглеродистую сталь не нужно закалять в воде, так как она слишком быстро охлаждает металл и тот разрушается.
После закалки сталь обязательно нужно отпустить, чтобы она не была хрупкой. Для этого заготовку помещают в духовку с температурой 205 градусов и греют в течение часа. Потом ей нужно дать постепенно остыть.
Шаг седьмой. Травление клинка
При травлении клинок получает характерный узор. Происходит все это дело химическим путем без использования электричества. Хлорное железо нужно приготовить по инструкции, у автора это три части воды и одна часть хлорного железа. Выдерживание длиться всего 3-5 минут.